



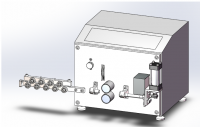


基于UG的角形轴承箱工艺及50H11铣夹具工装设计
摘要:在生产加工的过程当中,使生产的对象(原材料,毛坯,零件或者总成等)的质以及量的状态发生直接的变化的过程叫加工工艺过程,如毛坯的制造,机械的加工,零件热处理,装配等都叫工艺过程。在设计工艺的过程当中,要确定各个工序的安装的工位以及该加工工序需要的工步,加工该个工序的机车以及机床的进给量,切削的深度,主轴的转速以及切削的速度,该加工工序的夹具,刀具以及量具,还有走刀的次数以及走刀的长度,最后计算出该工序的基本的时间,辅助时间以及工作地服务的时间。本设计对角形轴承箱进行了结构以及加工工艺分析,确定了机械加工的工艺路线,设计出了零件的制造工艺方案以及专用夹具的设计。
关键词:工序;工艺;加工余量;夹具
Abstract:Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. CA6140 lathe to stand here after a technical analysis of the structure and to determine the mechanical machining line, develop a parts manufacturing processes of the program and mechanical machining。
Keywords: The process; worker one; the surplus of processing; jig clamp strength
目录
第一章:序言……………………………………………………..…….…….8
第二章:箱体类零件(角形轴承箱)的介绍……………….………….…..9
1、箱体类零件的类型……………………………………………….…....….9
2、箱体类零件的结构与作用………………………………...….….…….....9
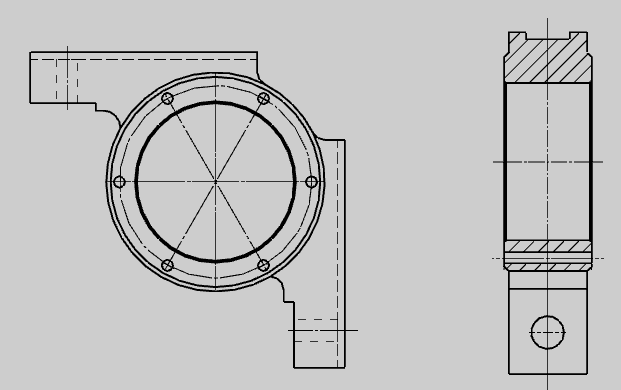
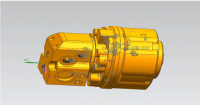
第三章:箱体类零件(角形轴承箱)的结构简图及作用…………….…..10
1、角形轴承箱的结构简图……………………………………………….….10
2、角形轴承箱的作用…………………………………………………..……10
3、角形轴承箱的工艺分析…………………………………………………..10
第四章:箱体类零件(角形轴承箱)的工艺设计……………………...….11
1、确定生产类型……………………………………………………….…..…11
2、毛坯选择与毛坯图说明………………………………………………...…11
3、工艺路线的拟定(粗、精基准的选择依据等)……………………..….13
4、必要的工艺参数确定……………………………………..……….………16
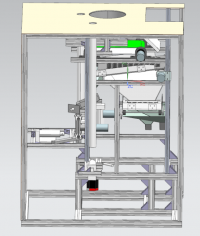
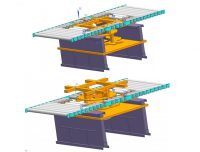
第五章:箱体类零件(角形轴承箱)铣夹具设计……………….…………24
1、工序加工要求分析、比较………………………………………….…...…25
2、定位基准及定位元件的选择………………………………………………25
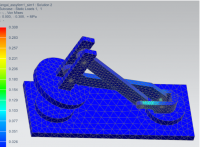
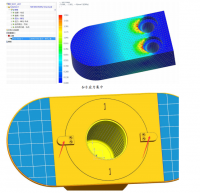
3、定位误差的计算………………………………………………..……..……25
4、夹紧方案和计算分析………………………………………………………27
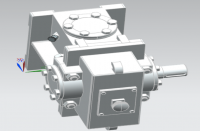
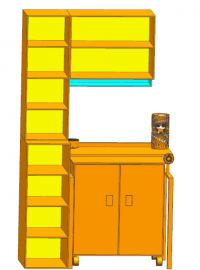
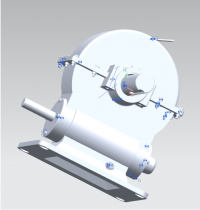
第六章:箱体类零件(角形轴承箱)的三维立体图………………..………30
第七章:角形轴承箱机械加工工艺及铣夹具设计………………….…….…31
设计小结………………………………………………………….…………..…49
致谢 参考资料…………………………………………………………….……50
参考文献
[1]黄健求主编 机械制造技术基础 北京:机械工业出版社,2010
[2]赵家齐主编 机械制造技术基础学课程设计指导书 阜新:辽工大出版社,2009
[3]陈宏均主编 实用机械加工工艺手册 北京:机械加工出版社,2003
[4]艾兴、肖诗纲主编 切削用量手册 北京:机械工业出版社
[5]金属切削手册 上海:上海科学文化技术出版社
[6]苏翼林 材料力学[M] 北京:人民教育出版社
[7]赵俊 AG材料床身的结构设计[J]
[8]张平 铣床夹具优化设计的研究[D] 阜新:辽宁工程技术大学硕士学位论文,2006
[9]机械工程手册编委汇编 机械工程手册 北京:机械工业出版社,1997
[10]刘守勇主编 机械制造工艺与机床夹具 北京:机械工业出版社,1994
http://www.bysj1.com/html/6486.html
http://www.bysj1.com/html/6469.html
http://www.bysj1.com/html/6483.html



