





















锥轴工艺及钻φ3孔夹具设计
摘 要:锥轴零件加工工艺及钻床夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺,工序,切削用量,夹紧,定位,误差
Abstract: cone shaft parts processing technology and drilling fixture design is the design of process design, including machining process design and fixture three. In process design should first of all parts for analysis, to understand part of the process to design blank structure, and choose the good parts machining datum, design the process routes of the parts; then the parts of each step in the process to the size calculation, the key is to determine the craft equipment and the cutting dosage of each working procedure design; then the special fixture, the fixture for the various components of the design, such as the connecting part positioning devices, clamping element, a guide element, fixture and machine tools and other components; positioning error calculated by the analysis of fixture, jig structure the rationality and the deficiency, pay attention to improving and will design in.
Keywords: process, process, cutting dosage, clamping, positioning, error
目 录
第1章 绪论 7
1.1 机械加工工艺概述 7
1.2机械加工工艺流程 8
1.3夹具概述 9
第2章 零件的分析 10
2.1零件的形状 10
2.2零件的工艺分析 11
第3章 工艺规程设计 12
3.1 确定毛坯的制造形式 12
3.2 基面的选择 12
3.3 制定工艺路线 12
3.3.1 工艺路线方案一 12
3.3.2 工艺路线方案二 13
3.3.3 工艺方案的比较与分析 14
3.4 选择加工设备和工艺装备 15
3.4.1 机床选用 15
3.4.2 选择刀具 15
3.4.3 选择量具 15
3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 16
3.6确定切削用量及基本工时 18
3.7 时间定额计算及生产安排 30
第4章 钻3孔夹具设计 35
4.1定位基准的选择 35
4.2切削力的计算与夹紧力分析 35
4.3夹紧元件及动力装置确定 36
4.4钻套、衬套及夹具体设计 36
4.5夹具精度分析 38
总 结 39
致 谢 40
参 考 文 献 41
第1章 绪论
1.1 机械加工工艺概述
机械加工工艺是指用机械加工的方法改变毛坯的形状、尺寸、相对位置和性质使其成为合格零件的全过程,加工工艺是工人进行加工的一个依据。
一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。
比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详 细的数据了,比如粗糙度要达到多少,公差要达到多少。机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品 或半成品,是每个步骤,每个流程的详细说明。
总的来说,加工工艺是每个步骤的详细参数工艺流程是纲领,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
1.2机械加工工艺流程
机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及 检验方法、切削用量、时间定额等。
制订工艺规程的步骤
1) 计算年生产纲领,确定生产类型。
2) 分析零件图及产品装配图,对零件进行工艺分析。
3) 确定各工序的加工余量,计算工序尺寸及公差。
4) 确定各工序所用的设备及刀具、夹具、量具和辅助工具。
5) 填写工艺文件。
6) 选择毛坯。
7) 拟订工艺路线。
8) 确定切削用量及工时定额。
8) 确定各主要工序的技术要求及检验方法。
在制订工艺规程的过程中,往往要对前面已初步确定的内容进行调整,以提高经济效益。在执行工艺规程过程中,可能会出现前所未料的情况,如生产条件的变化,新技术、新工艺的引进,新材料、先进设备的应用等,都要求及时对工艺规程进行修订和完善。
1.3夹具概述
现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着加工的精度、劳动生产率和产品的制造成本等,在企业的产品设计和制造以及生产技术准备中占有极其重要的地位。
夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。在机床夹具设计是一项重要的技术工作。
参 考 文 献
[1] 东北重型机械学院,洛阳农业机械学院,长春汽车厂工人大学,机床夹具设计手册[M],上海:上海科学技术出版社,1980。
[2] 张进生。机械制造工艺与夹具设计指导[M]。机械工业出版社,1995。
[3] 李庆寿。机床夹具设计[M]。机械工业出版社,1991。
[4] 李洪。机械加工工艺手册[M]。北京出版社,1996。
[5] 上海市金属切削技术协会。金属切削手册[M]。上海科学技术出版社,2544。
[6] 黄如林,刘新佳,汪群。切削加工简明实用手册[M]。化学工业出版社,2544。
[7] 余光国,马俊,张兴发,机床夹具设计[M],重庆:重庆大学出版社,1995。
[8] [周永强,高等学校毕业设计指导[M],北京:中国建材工业出版社,2542。
[9] 刘文剑,曹天河,赵维,夹具工程师手册[M],哈尔滨:黑龙江科学技术出版社,1987。
[10] 王光斗,王春福。机床夹具设计手册[M]。上海科学技术出版社,2542。
[11] 东北重型机械学院,洛阳农业机械学院,长春汽车厂工人大学。机床夹具设计手册[M].上海科学技术出版社,1984。
[12] 李庆寿,机械制造工艺装备设计适用手册[M],银州:宁夏人民出版社,1991。
[13] 廖念钊,莫雨松,李硕根,互换性与技术测量[M],中国计量出版社,2540:9-19。
[14] [王光斗,王春福,机床夹具设计手册[M],上海科学技术出版社,2540。
[15] 乐兑谦,金属切削刀具,机械工业出版社,2545:4-17
附录2
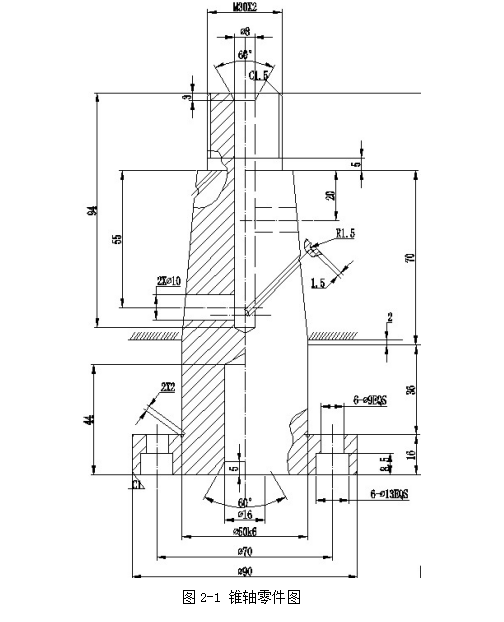
1.锥轴零件图一张。
2.锥轴毛坯图一张。
3.锥轴夹具装配图一张。
4.锥轴夹具体一张。
5.工艺工序卡六张。
6.工艺过程卡一张。



