





















YOKE CGA870接头工艺工装设计
1、零件的作用
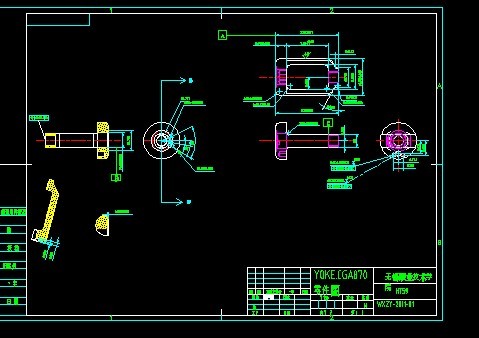
课题所给定的零件是YOKE,CGA870.CYPRESSⅡ,此零件起到支撑调控氧气瓶大小的作用。
本零件除有些位置要求外,形状结构简单,加工要求精度低。
二、工艺设计
1、毛坯的制造形式
毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的制造方法主要有以下几种:1、型材2、锻造3、铸造4、焊接5、其他毛坯。考虑到零件材料的综合性能及材料成本和加工成本,保证零件工作的可靠,采用铸造。由于是零件是小尺寸,其材料又是有色金属,形状复杂,大批量生产,故选用压力铸造,一般尺寸偏差在0.01-0.1mm之间,其两端通孔压力铸造成型,压力铸造有色金属最小孔径 大于等于3mm.本零件达到其要求。
毛坯尺寸的确定
2页
无锡职业技术学院
毕业设计说明书(论文)
毛坯(铸件)图是根据产品零件设计的,经查《机械加工工艺手册》《金属机械加工工艺人员手册》金属切削各余量,从而可得毛坯余量<或查表得到>。铸件的圆角半径R5.7;R10.2;R1.3,内腔圆角半径R3.2。
目 录
一、零件的分析 ……………………………………………………………
二、工艺设计……………………………………………………………………
1、毛坯的制造形式…………………………………………………………
2、基准面的选择……………………………………………………………
3、 制订工艺路线…………………………………………………………
①机床的选择………………………………………………………………
②量具的选择………………………………………………………………
③刀具的选择………………………………………………………………
4、机械加工余量、工序尺寸及毛坯尺寸的确定…………………………
5、确定切削用量……………………………………………………………
6、计算工时……………………………………………………………………
三、专用夹具设计………………………………………………………………
1、问题的指出………………………………………………………………
2、夹具设计…………………………………………………………………
①定位基准的选择………………………………………………………
②切削力及夹紧力的计算………………………………………………
3、定位误差的分析 ………………………………………………………
4、夹具设计及操作的简要说明……………………………………………
参考资料…………………………………………………………………………
致谢
附 录
参 考 文 献
1、王凡主编. 实用机械制造工艺设计手册. 北京:机械工业出版社,2008.5
2、吴慧媛,韩邦华主编. 零件制造工艺与装备. 北京:电子工业出版社,2010.2
3、宁传华主编. 机械制造技术及课程设计指导. 北京:北京理工大学出版社,2009.8




