





















下治具加工工艺及直径2mm斜孔钻夹具设计
1、零件的分析
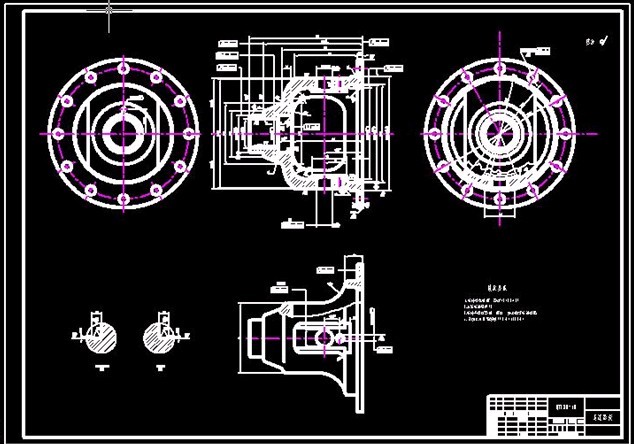
从零件图上可看出,6mm的槽和大端缺口以及直径为2mm的斜孔之间有明确的位置关系,所以在加工时要注意工序安排!
2、零件的作用
课题的零件是小型立式钻床的主轴轴承套,它起到了克服轴承轴向窜动的作用。
(二)、工艺规程的设计
1、确定毛坯的制造形式
零件材料为45#钢,生产类型为大批量生产。毛坯为棒料,由于零件属于套类零件,因此也只要简单的圆柱棒料!
2、(二)基面的选择
基面选择是工艺归程设计中的重要工作之一。基面选择的正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批量报废,使生产无法正常进行
一、 粗基准选择应该满足以下要求:
(1)、粗基准的选择应以加工表面为粗基准,目的是为了保证加工表面与不加工表面相互 位置关系精度。如果工件上表面上有好几个不需要加工的表面,则应该选择其中与加工表面的相互位置精度要求较高的表面作为粗基准,以求壁厚均匀、外形对称、少装夹等。
(2)、选择加工余量要求均匀的重要表面作为粗基准。例如:机床床身导轨面是其余量要求均匀的重要表面。因而在加工时选择导轨面作为粗基准,加工床身的底面再以底面作为精基准加工导轨面、这样就能保证均匀的去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
(3)、应选择加工余量最小的表面作为粗基准,这样可以保证该面有足够的加工余量。
(4)、应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确加紧可靠。有浇口、冒口、飞边、毛刺的表面不宜选择作为粗基准,必要时需经初加工。
(5)、粗基准应避免重复使用,因为粗基准的表面大多数是粗糙不规则的。多次使用难以保证表面间的位置精度。要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证零件在整个加工过程中基本上能用统一的基准定位。从杠杆支承的零件图分析可知,以
二、精基准选择原则
(1)、基准重合原则。即尽可能选择设计基准作为定位基准。
这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。
(2)、基准统一原则,应尽可能选用统一有利于保证各表面间的位置精度,避免基准转换所带来的误差,并且各工序所采用的夹具比较统一,从而可减少夹具设计和制造工作。例如:轴类零件常用顶针孔作为定位基准。车削、磨削都以顶针孔定位,这样不但在一次装夹中能加大多数表面,而且保证了各外圆表面的同轴表面的同轴度及端面与轴心线的垂直度。
(3)、互为基准的原则,选择精基准的时候,有时两个被加工面,可以互为基准反复加工。例如:对淬火后的齿轮磨齿,是以齿面为基准磨内孔,再以孔为基准磨齿面,这样能保证齿面余量均匀。自为基准原则,有些精加工或光整加工工序要求余量小而均匀,可以选择加工表面本身为基准。例如:磨削机床导轨面时,是以导轨面找正定位的。此外,像拉孔在无心磨床上磨外圆等,都是自为基准的例子。
此外,还应选择工件上精度高。尺寸较大的表面为精基准,以保证定位稳定可靠,并且考虑工件装夹和加工方便、夹具设计简单等。
要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证杠杆支承在整个加工过程中基本都能用统一的基准定位,从杠杆支承的零件图分析可知,
选择精基准的原则时,考虑的重点是有利于保证工件的加工精度并使装夹准确。
课题需要完成的任务:
1.根据企业提供的技术资料,读懂下治具零件图样,对日标图样中的第三角投影视图表达、尺寸标注、材料、加工技术要求进行相关资料查阅及分析,并用CAD画出该零件图(将日标改成我国标准);
2.拟定下治具加工工艺路线;
3.下治具直径2mm斜孔工序卡及相应夹具装配图、非标零件图一份;
4.编写设计说明书(20-30页);
5.专业外文资料翻译(大于3000字符)。
目 录
第一章 序言 …………………………………………………………
1、零件的分析……………………………………………………………
2、零件的作用 ……………………………………………………………
第二章 工艺规程设计…………………………………………………………
1、确定毛坯的制造形式………………………………………………
2、定位基准的选择……………………………………………………
3、制定工艺路线…………………………………………………………
4、毛坯尺寸的确定与机械加工余量……………………………………
5、确定切削用量及基本工时……………………………………………
第三章 夹具设计………………………………………………………………
1、问题的提出……………………………………………………
2、夹具设计…………………………………………
3、夹具结构设计及操作简要说明………………………………
第四章 参考文献………………………………………………………………
第五章
小 结
参考文献
参考文献
. 1、《机械制造工艺学》。顾崇等编1994年6月。 陕西科学技术出版社
2、《机械精度设计与检测》张帆主编2006年5月。陕西科学技术出版社。
3、《机械制造工艺设计简明手册》。李益民主编1999年10月
机械工业出版社
4、《切削用量简明手册》。艾兴等编2000年3月
机械工业出版社
5、《机床夹具设计手册》。徐鸿本主编2003年10月
辽宁科学技术出版社
6、《金属机械加工工艺人员手册》。上海科技出版社
7、《机床夹具设计手册》。杨黎明主编,国防工业出版社




