





















气门摇杆轴支座造型及工艺工装设计(钻Φ13孔夹具设计)
1、零件的工艺分析及生产类型的确定
1.1零件用途
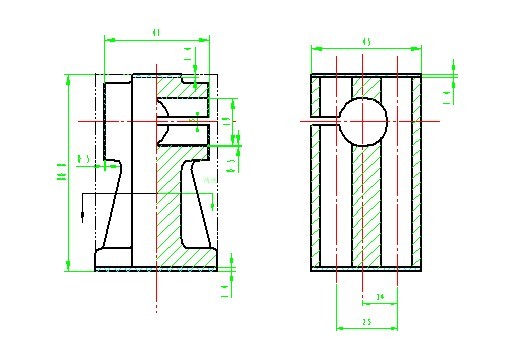
气门摇杆轴支座是柴油机一个主要零件。是柴油机摇杆座的结合部,Ø20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个Ø13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。汽缸盖内每缸四阀使燃烧室充气最佳,气门由摇杆凸轮机构驱动,摩擦力小且气门间隙由液压补偿。这种结构可能减小燃油 消耗并改善排放。另外一个优点是减小噪音,这种结构使3.0升的TDI发动机运转极端平稳。
1.2零件的工艺分析
其材料为HT200。该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。该零件上主要加工面为上端面,下端面,左右端面,2-Ø13mm孔和Ø20(+0.1——+0.06)mm以及3mm轴向槽的加工。Ø20(+0.1——+0.06)mm孔的尺寸精度以及下端面0.05mm的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,2——Ø13mm孔的尺寸精度,以上下两端面的平行度0.05mm。因此,需要先以下端面为粗基准加工上端面,再以上端面为粗基准加工下端面,再把下端面作为精基准,最后加工Ø20(+0.1——+0.06)mm孔时以下端面为定位基准,以保证孔轴相对下端面的位置精度。
由参考文献(1)中有关孔的加工的经济精度机床能达到的位置精度可知上述要求可以达到的零件的结构的工艺性也是可行的。
1.3气门摇杆轴支座的主要技术要求:
表2-1 气门摇杆轴支座主要技术要求
加工表面 尺寸及偏差/mm 公差及精度等级 表面粗糙度 Ra/μm
形位公差/mm
左端面 Φ32 IT7 1.6
/ 0.06 A
右端面 Φ32 IT7 1.6
/ 0.06 A
上端面 40( )
IT10 12.5
Φ13孔 2×Φ13 IT10 12.5
Φ20孔 Φ20( )
IT12 12.5
下底端面 50 IT9 6.3
// 0.05 A
Φ3通 Φ3 IT12 12.5
R10外表面 R10 IT13 12.5
R8外表面 R8 IT13 12.5
渐深槽孔面 R 3 IT13 12.5
注: 1、未注明铸造圆角为R - R3
2、材料:HT200
1.4确定生产类型:
已知此气门摇杆轴支座零件的生产纲领为N=6000件/年,重量为3kg,由查《机械制造工艺设计简明手册》第2页表1.1-2,可确定该零件生产类型为大批生产,毛坯的铸造方法选用砂型机器造型。此外,为消除残余应力,铸造后安排人工时效处理。参考文献《典型零件机械加工生产实例》表2.3—12;该种铸造公差等级为CT10~11,MA-H级。所以初步确定工艺安排为:划分加工阶段;工序适当集中;加工设备以通用设备为主,采用专用夹具。
1、零件的工艺分析及生产类型的确定 1
1.1零件用途 1
1.2零件的工艺分析 1
1.3气门摇杆轴支座的主要技术要求: 2
1.4确定生产类型: 3
2、确定毛坯、绘制毛坯简图 4
2.1确定毛坯种类: 4
2.2确定毛坯的尺寸公差和机械加工余量: 4
2.3绘制毛坯简图: 5
3、拟定零件工艺路线 6
3.1定位基准的选择: 6
3.2表面加工方法的确定: 6
3.3加工阶段的划分: 7
3.4工序的集中和分散: 7
3.5工序顺序的安排: 7
3.5.1、机械加工工序 7
3.5.2、热处理工序 8
3.5.3、辅助工序 8
3.6确定工艺路线: 8
4、加工余量、工序尺寸和公差的确定 10
4.1确定加工余量 10
5、切削用量、时间定额的计算 11
5.1加工2—Ø13mm孔 11
5.1.1 、 钻2—Ø13mm孔 11
5.1.2、铰2—Ø13mm孔 12
6、机床夹具设计 13
6.1 2—Ø13mm孔夹具设计: 13
6.1.1问题的指出: 13
6.1.2夹具设计: 13
7、体会与展望: 15
8、参考文献 18
参考文献
[1] 陈宏钧,方向明,马素敏 等编
典型零件机械加工生产实例 机械工业出版社 2004.8
[2] 王季琨,沈中伟,刘锡珍 主编
机械制造工艺学 天津大学出版社 2004.1
[3] 哈尔滨工业大学,上海工业大学 主编
机床夹具设计 上海科学技术出版社 1991.3
[4] 李 洪 主编
机械加工工艺手册 北京出版社 1996.1
[5] 龚定安,蔡建国 编著
机床夹具设计手册 陕西科学技术出版社 1981.7
[6] 《金属机械加工工艺人员手册》 修订组
金属机械加工工艺人员手册 上海科学技术出版社1979.1
[7] 孙丽嫒 主编
机械制造工艺及专用夹具 冶金工业出版社 2003.9
[8] 杨叔子 主编
机械加工工艺师手册 机械工业出版社 2004.9




