





















X5020B型铣床拔叉壳体工艺规程及钻夹具设计
摘 要
本文首先就是对该拨叉壳体结构的分析,功用的分析,主要加工的表面及表面的粗糙度的控制,然后是对毛坯种类的选择,各种情况下不同制造方法的分析与选择,基准的确定,拔叉壳体主要加工是表面和孔系,加工中应考虑孔的加工精度,处理孔和平面简的相互关系。
再下面就是工艺路线的制定,根据产品图纸、生产纲领、加工的设备等各种条件在在零件的工艺路线进行的分析,制定工艺路线当保证零件的几何形状、尺寸精度及位置精度等技术要求。
最后就是对专用夹具的设计,为了满足某一零件的大批量生产而做的设计,工件在夹具上的定位精度的分析,夹具的方式和结构方式的了解,拟定夹具的结构方案,再确定夹具的结构方案,然后绘制夹具总图,最后确定并标注有关尺寸及技术条件的步骤进行,充分体现了提高劳动生产率、保证加工质量、降低劳动强度的原则,论文中将以详细的计算和说明证明这一说法。
关键词:拨叉壳体 加工工艺 夹具
第1章 绪 论
夹具最早出现在18世纪后期。随着科学技术的不断进步,夹具已从一种辅助工具发展成为门类齐全的工艺装备。
1.机床夹具的现状
国际生产研究协会的统计表明,目前中、小批多品种生产的工件品种已占工件种类总数的85%左右。
现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争。然而,一般企业都仍习惯于大量采用传统的专用夹具,一般在具有中等生产能力的工厂里,约拥有数千甚至近万套专用夹具;另一方面,在多品种生产的企业中,每隔3~4年就要更新50~80%左右专用夹具,而夹具的实际磨损量仅为10~20%左右。特别是近年来,数控机床、加工中心、成组技术、柔性制造系统(FMS)等新加工技术的应用,对机床夹具提出了如下新的要求:
1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,降低生产成本;
2)能装夹一组具有相似性特征的工件;
3)能适用于精密加工的高精度机床夹具;
4)能适用于各种现代化制造技术的新型机床夹具;
5)采用以液压站等为动力源的高效夹紧装置,以进一步减轻劳动强度和提高劳动生产率;
6)提高机床夹具的标准化程度。
2.现代机床夹具的发展方向
现代机床夹具的发展方向主要表现为标准化、精密化、高效化和柔性化等四个方面。
(1)标准化机床夹具的标准化与通用化是相互联系的两个方面。目前我国已有夹具零件及部件的国家标准:GB/T2148~T2259-91以及各类通用夹具、组合夹具标准等。机床夹具的标准化,有利于夹具的商品化生产,有利于缩短生产准备周期,降低生产总成本。
(2)精密化随着机械产品精度的日益提高,势必相应提高了对夹具的精度要求。精密化夹具的结构类型很多,例如用于精密分度的多齿盘,其分度精度可达±0.1";用于精密车削的高精度三爪自定心卡盘,其定心精度为5μm。
(3)高效化高效化夹具主要用来减少工件加工的基本时间和辅助时间,以提高劳动生产率,减轻工人的劳动强度。常见的高效化夹具有自动化夹具、高速化夹具和具有夹紧力装置的夹具等。例如,在铣床上使用电动虎钳装夹工件,效率可提高5倍左右;在车床上使用高速三爪自定心卡盘,可保证卡爪在试验转速为9000r/min的条件下仍能牢固地夹紧工件,从而使切削速度大幅度提高。目前,除了在生产流水线、自动线配置相应的高效、自动化夹具外,在数控机床上,尤其在加工中心上出现了各种自动装夹工件的夹具以及自动更换夹具的装置,充分发挥了数控机床的效率。
(4)柔性化机床夹具的柔性化与机床的柔性化相似,它是指机床夹具通过调整、组合等方式,以适应工艺可变因素的能力。工艺的可变因素主要有:工序特征、生产批量、工件的形状和尺寸等。具有柔性化特征的新型夹具种类主要有:组合夹具、通用可调夹具、成组夹具、模块化夹具、数控夹具等。为适应现代机械工业多品种、中小批量生产的需要,扩大夹具的柔性化程度,改变专用夹具的不可拆结构为可拆结构,发展可调夹具结构,将是当前夹具发展的主要方向。
第2章 零件的结构功用分析
该拨叉壳体是X5020B立式升降台铣床的一个重要基础零件,它位于传动轴的端部,主要作用是: 一是传递扭矩,使机床获得动力;二是此零件可以调整传动轴的长短及位置。
在综合考虑拨叉壳体的工作条件和功能后,决定选择的材料是HT150,该材料具有较高的强度、耐磨性、耐热性以及减振性,铸造性能也较好,可用于制造需承受较大应力,需耐磨的零件。
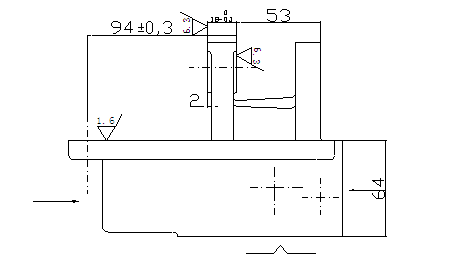
由零件图(图2-1)可知,该零件上的主要加工面为①、②、③、④、⑤面,其中为了定位夹紧需加工的平面是①、②、③面,①面的表面粗造度为1.6μm,其直接影响拨叉壳体与机体的接触精度,②、③、④、⑤面的表面粗造度为6.3μm;
由零件图(图2-1)可知,该零件上的主要加工孔为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ孔,其中Ⅰ、Ⅱ孔的尺寸精度、同轴度,以及②面与④、⑤面的垂直度,影响着机床的装配精度,因此这些面和孔的加工精度要求较高,需精加工,其中用于定位夹紧的孔为Ⅴ孔。这些孔的表面粗糙度要求分别为:Ⅰ、Ⅱ孔为1.6μm,Ⅲ、Ⅳ孔为3.2μm,Ⅴ孔为1.6μm;另外,各长轴线的同轴度及轴线之间的平行度对机体的安装精度以及运动精度影响较大,加工精度要求也较高。
尺寸要求:Ⅳ孔与②平面的平行度为0.05,6—M5—6H深15孔的同轴度为0.5(配作加工),Ⅲ孔相对Ⅱ孔的对称度为0.2,Ⅰ、Ⅱ孔的圆柱度为φ0.04。
目 录
摘 要--------------------------------------------------------------------------------------------1
Abstract ---------------------------------------------------------------------------------------2
第1章 绪论-----------------------------------------------------------------------------------5
第2章 零件的结构功用分析--------------------------------------------------------------6
第3章X5020B型铣床拔叉壳体工艺设计-----------------------------------------------7
3.1材料及毛坯种类的选用-------------------------------------------------------7
3.2基准的选择----------------------------------------------------------------------8
3.2.1粗基准选择原则---------------------------------------------------------8
3.2.2精基准选择原则---------------------------------------------------------9
3.3工艺路线的制定和方案比较-------------------------------------------------10
3.3.1工艺路线的制定--------------------------------------------------------10
3.3.2工艺方案的比较与分析-----------------------------------------------19
3.4确定机械加工余量、工序尺寸及公差------------------------------------19
3.5确定切削用量、工时定额及切削力和切削功率------------------------21
第4章 专用夹具设计----------------------------------------------------------------------29
4.1夹具设计及遇到的问题 --------------------------------------------------------29
4.2自由度的分析----------------------------------------------------------------------30
4.3夹紧方式和结构方式选用及绘制夹具图-------------------------------------32
4.4工前技术分析及工序内容-------------------------------------------------------34
4.5切削力及夹紧力的计算----------------------------------------------------------35
4.6定位误差分析及夹具精度分析-------------------------------------------------36
4.7钻模装配总图的绘制-------------------------------------------------------------37
4.8部分典型结构及数据-------------------------------------------------------------39
结论---------------------------------------------------------------------------------------------41
参考文献---------------------------------------------------------------------------------------42
致谢---------------------------------------------------------------------------------------------43
附录 拔叉壳体零件图-----------------------------------------------------------------------44
底座--------------------------------------------------------------------------------------45
钻夹具装配图--------------------------------------------------------------------------46
拔插壳体毛坯图-----------------------------------------------------------------------47
工艺加工编号简图--------------------------------------------------------------------48
夹紧螺钉图-----------------------------------------------------------------------------49
紧固螺钉图-----------------------------------------------------------------------------50
压条--------------------------------------------------------------------------------------51
钻套--------------------------------------------------------------------------------------52
外文翻译----------------------------------------------------------------------------------------53
参考文献
1、《机械加工技术手册》 北京出版社
2、《机械夹具设计手册》 上海出版社
3、《机械制造工艺设计手册》 王绍绞主编
4、《切削用量简明手册》 肖涛钢主编
5、《机床夹具手册》 刘彤安主编
6、《机床夹具设计》 机械工业出版社
7、《机械制造工艺学》 哈尔滨工业大学出版社
8、《金属切削原理及刀具》 机械工业出版社
9、《机械加工工艺人员手册》 北京出版社
10、《机床夹具设计手册》 上海科技出版社
11、《机床夹具设计》 机械工业出版社
定做汽车专业毕业论文 请登录www.bysj1.com




