





















卧式车溜板工艺极其挂架式双引导镗床夹具设计
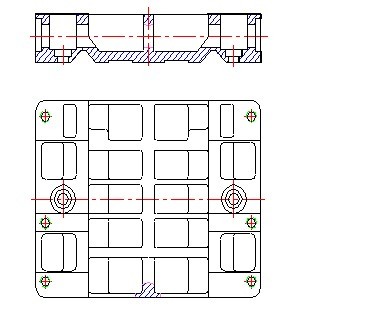
先将工件下平面A置于镗床工作台上,再将镗模放在工件H面上,挪正相对位置后,将两定位销4分别插入工件两定位孔φ62H7中。拧紧四个螺钉9,使镗模固定于工件上,此时必须检查两定位销4在孔φ62H7和φ62H7的槽中能否轻轻转动,如果任何一定位销不能转动,说明工件安装时移位,必须重新调整。
工件安装后,需找正镗模支架上的校正面G,使其与镗床主轴平行,再用压板将工件固定在回转工作台上。由于工件同轴上的四孔间距较大,为缩短镗杆长度,采用调头镗铰的方式加工。
1、 孔的加工
溜板大小有空的加工是溜板加工中的关键工序,尤其是大头孔的加工是溜板个部位加工中要求最高的部位,直接影响溜板成品的质量,一般先加工小头孔,后加工大头孔,合装后再同时精加工大、小孔,小头孔小,锻坯上不锻出预孔,所以小头孔首道工序为钻削加工。加工方案多为:钻—扩(拉)--镗(铰)
无论采用整体锻还是分开锻,大头孔都会锻出预孔。因此大头孔首选工序都是粗镗(或)扩,大头孔的加工方案多为:(扩)粗镗—半精镗—精镗
在大、小头孔的加工中,镗孔是保证精度的主要方法。因为镗孔能够修正毛坯和上道工序造成的孔的歪斜,易于保证空与其它孔或平面的相互位置精度,虽然镗杆尺寸受到孔径大小的限制,但是溜板的孔径一般不会太小,且孔深与孔径比皆在1左右,这个范围镗孔工艺性最好,镗杆悬伸短,刚性也好。
目录
前言 ------------------------------------------------- 3
第一章 零件的分析 ---------------------------------- 4
1.1 零件的工艺分析 ------------------------------------------ 4
1.2 零件的安装过程 ----------------------------------------- 4
第二章 确定零件毛坯的制造形式------------------------- 6
第三章 制定工艺路线 ------------------------------ 6
3.1 各主要表面的工序安排 ------------------------------- 6
3.2 确定工艺路线 -------------------------------------------- 6
3.3 零件加工工艺过程分析 ------------------------------------ 8
3.4 拟定工艺路线 -------------------------------------------- 9
第四章 夹具设计 ----------------------------------- 13
4.1 对夹具机构的具体分析 -------------------------------------- 13
4.2 镗孔的夹具设计方案------------------------------------------- 15
4.3 计算夹紧力并确定螺杆直径 -------------------------------- 15
第五章 致谢 ----------------------------------------- 16
第六章 参考文献 ------------------------------------- 17
参考文献
序号 名 称 作 者 出 版 单 位
1 《机械制造工艺设计简明手册》 李益民 机械工业出版社
2 《机械制造工艺设计手册》 王绍俊 机械工业出版社
3 《机械加工工艺手册》 李洪主 北京出版社
4 《机床夹具设计手册》 扬黎明 国防工业出版社
5 《机械设计基础》 游文明
李业农 高等教育出版社
6 《机械精度设计与检测基础》 姚海滨 高等教育出版社
7 《机械加工工艺编制及专用夹具设计》 周益军
王家珂 高等教育出版社
8 《机械加工方法与设备选用》 胡林岚
周益军 高等教育出版社
9 《工程力学》 冯晓久 哈尔滨工业大学出版社
10 《机械制图》 冯晓久
高玉芬 大连理工大学出版社




