





















盒盖注塑模具设计
摘 要
本次的塑件为盒盖它是生活中常见的塑料产品,拿到塑件后需用UG进行三维建模,然后再分析塑件的特性特征,它的用途、作用以及它的结构特征,并结合它在生活中的用途和性能、以及材料的特性,确定该产品的材料为PE(HD)。
分析完塑件后首先需确定该产品的分型面,通常采用产品最大端面为分型面。然后再用UG测量出塑件的最大外型尺寸,结合实际确定出一模二腔的型腔布局满足实际加工要求,然后选择合适的模架即可。流道的分析为:流道尽可能的设计在塑件中间,保证其良好的充填性,所以本次采用侧浇口。通过对塑件的分析应利用分型面自然排气,冷却水道要遵循对称原则,而且要均匀分布,不可离流道太近,水道和产品距离需要大于5mm。本次设计顶杆所顶出塑件的位置应放在塑件壁厚的最大处,目的是为了保证塑件脱模之后的质量。分析完成后可对模具进行参数校核,然后确定各个结构之间配合是否符合设计要求。检查完成以后就导出二维图在CAD里面进行标注,整理图档。
关键词:三维建模;模架;注塑模具设计;校核
目 录
摘 要 1
目 录 3
第一章 绪论 5
1.1注塑模具的概述 5
1.2 注塑模具的发展 6
1.3模具的发展趋势 7
第二章 塑件工艺和材料分析 8
2.1 塑件结构分析 8
2.2 塑件材料的选用及性能分析 8
2.3 塑件的体积质量计算 9
2.4 塑料成型设备的选用 9
第三章 注塑模具的设计 11
3.1 分型设计 11
3.2 型腔的布局 11
3.3 浇注系统 12
3.3.1 模具主流道设计 12
3.3.2 模具分流道设计和计算 13
3.3.3 浇口的设计 14
3.4 冷料穴和拉料杆的设计 15
3.5 排气机构的设计 15
第四章 成型零件的设计 17
4.1 型腔的结构设计 17
4.1.1 计算塑件型腔长度径向尺寸 18
4.1.2 计算塑件型腔宽度径向尺寸 18
4.1.3 计算塑件型腔深度尺寸 18
4.2 型芯的结构设计 19
4.2.1 计算塑件型芯长度径向尺寸 19
4.2.2 计算塑件型芯宽度径向尺寸 20
4.2.3 计算塑件型芯高度尺寸 20
4.3成型零件钢材选用 21
第五章 模具冷却系统设计 22
5.1 冷却系统的概述 22
5.2 冷却系统设计原则 22
5.2.1计算塑件每小时注射量 22
5.2.2 计算范围时间内的释放热量Q 23
5.2.3 水的体积流量 23
5.2.4 求冷却水道直径d 24
第六章 注塑模具其他机构的设计 25
6.1 顶出系统的设计 25
6.1.1 塑件脱模力的计算 25
6.1.2 推杆强度校核 25
6.2 复位机构概述和设计 26
6.3 模架型号的选择 27
6.3.1标准模架的选择 27
6.4 导柱导套的选择 28
第七章 注塑机的校核 30
7.1 注塑机注射容量的校核 30
7.2 校核压力 30
7.3 校核模具安装尺寸 30
7.4 校核移模行程 31
7.5 校核注塑机锁模力 31
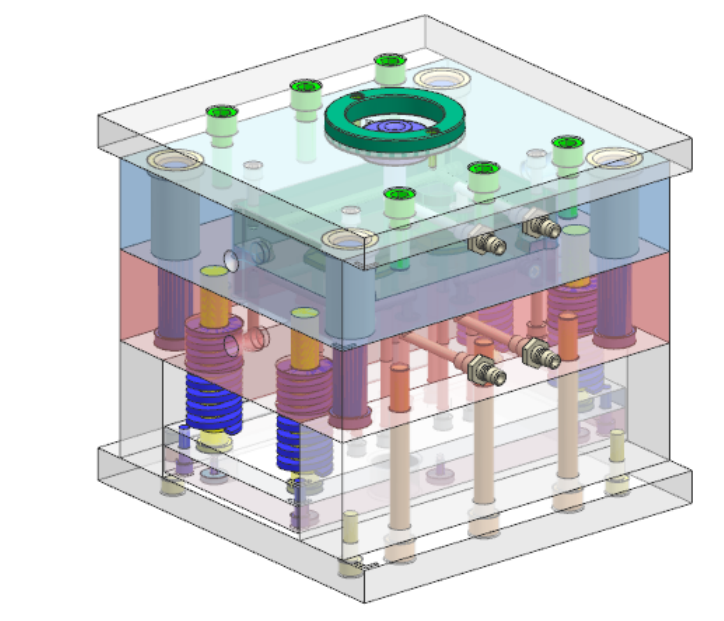
第八章模具总装图 32
8.1注塑模具设计总装图 32
总 结 34
致 谢 35
参考文献 36
第一章 绪 论
1.1注塑模具的概述
注塑模具涉及到的领域很广,所以注塑模具生产出来的产品各个领域有所使用,生产出来的产品也被大家认可。模具是工业基础,也是工业扎实基础的体现。目前,注塑模具生产出来的产品经久耐用,产品各项性能稳定、质量可靠,因为使用的材料和机械设备精度高而来的。[1]针对产品在不同行业、不同领域使用,产品本身所使用的材料也不相同。材料一般有ABS、PP、PVC、PC、PE、PA6、CP等等材料,每一种材料它们之间特征和性能有所不同,针对于不同的用途去选着合适的材料去注塑生产。[2]
在这个发展迅速的时代,生活中的新鲜的事物也越来越多,随之而来的就是产品更新换代太频繁了,电子设备方面的也是一样的,而且现在也是信息时代,电子设备更新增加功能,很多零配件就需要去生产出来使用,组装配合在一起。[3]注塑模具作为生产基础,各个行业也都离不开。尤其是那些非常小的设备或者其他零部件,非常考验实际加工和生产,加工的精度要很高,模具设计也要很合理,还要尽量的节约成本达到理想的状态。注塑模具是一门很高深的行业,非常考验从事人员的技术含量。[4]注塑模具也是一条流程:从设计之初到通过注塑机将产品生产出来并且合格,每一个步骤都需要十分的严谨。首先铣削加工,一般需要用龙门机床开粗各个板,铣削出大致的形状留有一定的余量,这样可以节约很多的时间,再半精铣到精铣进行,对那些铣削不了的地方或者深的凹槽等等地方需要做电极放电处理,做电极普通不大的一般在小的机床上面数控铣削进行加工出来,电极加工出来还需要进一步的省电极,防止放电时火花机带动电极刮花模具。对于那些镶件,斜顶前期需要线切割出来,再放电处理。再将成型零部件放到到抛光处进行抛光,将配合面研磨到RA0.8左右即可。剩下的就交给钳工装配,一般在成型零部件打上红丹粉配合合模机完成试一模,然后按照配合面该修的地方就修一下,因为一套模具成型系统造价非常昂贵,所以要格外小心。最后没有问题就再通过注塑机调试,取出产品查看是否符合要求再给客户确认。[5-10]
近几年来,随着注塑模具发展,也带动了相关软件的发展和研究,比如CAD、UG、Proe、Mastercam、Catia等等一系列软件的开发和利用,设计产品、模具绘图、建模的时候可以保证相关尺寸和精度要求。因为注塑模具整套设计和制造是非常严谨的,那么尺寸配合精度需要非常的高才可以保证实际的生产和需求。如果没有相关软件的应用,那么加工就非常困难,如果没有加工机床和各种设备,那么软件开发就意义不大。所以,软件和设施设备是相辅相成的作用,缺一不可。[11]每一种软件都有自己在自己领域的作用,或者在一方面功能非常强大,或者特定的功能强过其他软件,设计人员就会通过这些去选择合适的软件以供使用。注塑模具行业一般用UG,也是必备的三维软件,还有就是二维软件CAD必须会用,安装外挂了以后,里面很多功能都是针对于模具而开发的,而且里面很多标准件可以直接调用,非常的方便。[12]。
1.2 注塑模具的发展
任何事物的发展都是向着好的方向发展的,包括模具也是一样的,因为时代在进步,同时工业发展也一步一步的成熟,如果什么都停止不前,那么生活将毫无意义,人们一切的发展都是为了带动这个社会,让人们生活的更好。注塑模具发展的几十年时间里面,一直在不断的快速发展着,与我们的生活息息相关。模具行业是工业基础,俗话说得好,万事基础最主要,基础是发展的根本所在,有了好的基础,才可以在这个基础上面去发展其他的产业。目前,随着注塑模具几十年间的发展,现在精度等级已经完全满足家用和电子零部件的要求。企业生产和设计需要尽可能的节省不必要的浪费,因为一套模具需要实际生产几万次、几十万次乃至上百万次,所以设计之初就需要考虑到成本和加工废料的问题才可以使得经济和效益最大利益化。[13]
对于注塑模具而言,最重要的就是生产出来的产品如何。所以原材料也是非常重要的一个环节,原材料的特性决定了产品的使用领域、耐用程度等等方面。目前,注塑模具原材料颗粒的醇厚和色泽会关系到产品的整体性能以及质量,所以一定要把控好。[14]再者就是产品外观,就关系到机床的铣削加工和抛光,好的塑料产品外观也是非常完美的。对于大家来说,买东西首先看到的是外观,再去看质量如何,如果外观过不了的话,那么给人印象的第一感觉就是质量不行。所以,注塑模具的型芯和型腔一定是重中之重。[15]
经过这么多年的发展,累积的经验也是相当丰富的了,现在的模具设计布局更加合理,顶出系统更加均匀,流道填充更好,水道布置更加均匀等等。都是在先前一次一次失败总结出来的经验,到现在的技术成熟,一步一步摸索过来的,非常的不容易。之前的工业整体水平不高,很多都是人工进行加工,加工出来的精度等级就很低,很多也加工不出来。而现在设备精度已经很高了,大多数都是机器设备直接加工出来,大大节省了劳动力和成本。也是因为发展到现在,沿海地区很多出口模具的,也体现了模具行业、工业的进步,得到了国外的认可。[16]
1.3模具的发展趋势
注塑模具的产品在生活中占据着举足轻重的作用,是生活中非常常见的。塑料产品发展越来越迅速,与这个时代联系在一起,塑料产品有着柔韧性好,不易分解,物理稳定性、质量好等特点,逐渐被人们所认同。目前模具也向着高精密、超小型、大型模具发展着,随着不断地开发模具、注塑机、原材料等等,产品使用方面也会越来越好。[17]
目前模具行业前景也是越来越好了,相关的福利待遇政府也有相关政策,因此也不断的有很多人投资企业开办公司,也开始不断的创新和研发,使得现在模具行业也达到了一个新的高度,这也是一个朝气蓬勃的行业,只要工业一直发展着,那么模具发展也不会止步。也因为国外的的模具整体水平较高,所以也会出国向国外进一步学习,相互探讨共同进步。[18]
同时,国内目前绝大多数是半自动化生产和人员进行塑料加工和修理。而国外很多全自动化的生产和操作,大大的节省了人力和劳动成本。因此,国内也逐渐的向着那个方向努力着,不断开发和创新,来满足需求,自动化也会是以后的一个趋势所在,可以提高产量同时节省成本。[19]
参考文献
[1]彭国荣,隋丽丽,陆龙福.基于脱模力数学模型的花洒变截面弯管抽芯机构设计[J].中国塑料,2020,34(10):63-68.
[2]徐慧.端盖双滑块+斜顶3次复合抽芯机构注射模设计[J].中国塑料,2020,34(10):80-85.
[3]薛丽,王训杰.涡旋压缩机气阀复杂脱模机构及模具结构优化设计[J].中国塑料,2020,34(10):86-93.
[4]王一鸣.基于CADCAE的感烟探测器壳体注塑模具设计[J].中国设备工程,2020(20):131-132.
[5]张维合,成永涛,冯婧,邓成林.汽车后视镜镜壳热流道注塑模设计[J/OL]. 2020(05):40-43[2020-10-29].https://doi..bysj1.com/10.19690/j.issn1004-3055.20200020.
[6]张小东,陈旋,钟良伟,万建文.信息化技术与模具课程融合策略探究[J].模具工业,2020,46(10):75-80.
[7]费晓瑜,郑伟.汽车车灯边框薄壁件多向侧抽芯注塑模具设计[J].工程塑料应用,2020,48(10):80-85.
[8]沈忠良,肖国华,杨安.SUV仪表台热流道多浇口注塑模优化设计[J].工程塑料应用,2020,48(10):86-92.
[9]娄用够.杯体外壳改进型哈夫滑块机构注塑模设计[J].工程塑料应用,2020,48(10):93-99.
[10]池寅生,张翔,孙庆东,曹祥坤.瓶坯三板式注塑模具设计[J].工程塑料应用,2020,48(10):100-105+115.
[11]沈晓凡.基于Pro/E的键盘外壳注塑模流分析[J].塑料科技,2020,48(09):96-99.
[12]尹红灵,谷达远,周兵.汽车保险杠注射模具设计关键技术[J].模具技术,2020(05):1-5+42.
[13]乐振土,汪峰,雷松.芦荟膏底盒注射模结构设计[J].模具技术,2020(05):6-9+21.
[14]胡清根,李旭东,黄贵清.动模、定模复杂抽芯的壳体注射模具设计[J].模具技术,2020(05):17-21.
[15]项启生,肖国华,徐生.救护车医疗床方向舵外壳复合哈弗滑块模具设计[J].模具技术,2020(05):28-32.
[16]庄燕.薄壁深孔复杂壳形塑件的多目标注塑工艺参数组合设计[J].合成树脂及塑料,2020,37(05):67-71.
[17]叶志殷.注塑模具设计过程中浇口尺寸对塑料制品力学性能的影响[J].中国塑料,2020,34(09):56-60.
[18]徐新华.操控旋钮双色注射成型热流道模具设计[J].中国塑料,2020,34(09):84-89.
[19]刘少华,熊建武,徐文庆,胡智清,陈黎明,汪哲能.车门拉钩底座盖热流道注塑模及模内热切机构结构设计[J].中国塑料,2020,34(09):90-95.
[20]葛丹.模具设计过程中CAE软件的应用[J].科学技术创新,2020(28):125-126.
[21]曹剑中.五方盒侧盖模具设计与加工工艺[J].大众标准化,2020(18):157-160.
[22]黄兴,谭桂斌.广东省高端装备制造及精密制造的摩擦学研究进展[J].机电工程技术,2020,49(09):1-6.
[23]鄢天灿,梅益,罗宁康,谌露.基于Moldflow和BP神经网络的MP3088连接器壳体注塑工艺优化[J].塑料工业,2020,48(09):56-60+96.
[24]李春玲.离心泵双弯合流管圆弧隧道抽芯机构注塑模设计[J].塑料工业,2020,48(09):66-70.
[25]宗学文,阮佳阳,李佳璞,刘文杰,周升栋.基于ARENA的叶轮快速铸造工艺生产线优化[J].现代制造工程,2020(09):145-148+155.



