





















眼霜内盖A注射成型工艺及模具设计
据《注塑制品与注塑模具设计》(化学工业出版社 付宏生 刘京华 主编2003年办版)介绍。聚乙烯无味,无毒、呈乳白色。密度为0.91~0.96g/cm³为结晶型塑料。聚乙烯有一定的机械强度,但和其他塑料相比其机械强度低,表面硬度差。
聚乙烯的绝缘性能优异,常温下聚乙烯不溶于任何一种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。
聚乙烯有高度的耐水性,长期接触水其性能可保持不变。聚乙烯透水气性能较差,而透氧气和二氧化碳以及许多有机物质蒸汽的性能好。
聚乙烯在热、光、氧气的作用下会产生老化和变脆。一般高压聚乙烯的使用温度约在80℃左右,低压聚乙烯为100℃左右。
聚乙烯能耐寒,在-60℃时仍有较好的机械性能,-70℃时仍有一定的柔软性。
聚乙烯成型时,在流动方向与垂直方向的收缩率差异较大。注射方向的收缩率大于垂直方向的收缩率,易产生变形,并使塑件浇口周围部位的脆性增加;聚乙烯收缩率的绝对值较大,成型收缩率也较大,易产生缩孔;冷却速度慢,必须充分冷却,且冷却速度要均匀;质软易脱模,塑件有浅的侧凹时可强行脱模。
影响塑料制品的尺寸精度的主要因素是材料的收缩和模具的制造误差。据《塑料注射模具设计实用手册》(宋于恒 主编 航空工业出版社 1994) 表2-1聚乙烯(PE)1.5%~3.5%。,分析时都采用S=2.5%。由于对于制品的精度无特殊要求,参照表3-2精度等级的选用(SJ/T10628-1995),则可取精度等级为IT6。根据GB/T14486-1993规定,参照下表的收缩特性和选用的公差等级表,可得到制件的公差等级为MT7。
目 录
1.毕业实践任务书…………………………………………………01
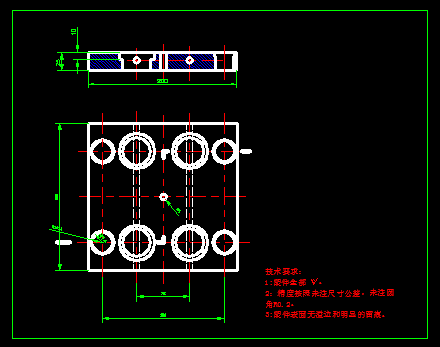
2.塑料件产品图……………………………………………………02
3.说明书目录…… ……………………………………………… 1
4.说明书正文………………………………………………………2
5.参考文献…………………………………………………………20
6.外文翻译…………………………………………………………21
7.毕业设计小结……………………………………………………28
8.注塑工艺卡片……………………………………………………29
9.装配图……………………………………………………………30
10.零件图………………………………………………………… 31
11.零件制造工艺过程卡片……………………………………… 36
参考文献
[1] 冯炳尧 韩泰荣 蒋文森等.模具设计与制造简明手册(第二版)上海.上海科学技术出版社,1998:67-124.
[2] 黄锐,曾邦禄副主编.塑料成型工艺学(第二版)[M].北京. 中国轻工业出版社,2005:432-433.
[3] 张克惠.塑料材料学[M].西安.西北工业大学出版社,2006:29-40.
[4] 洪慎章.实用注塑成型及模具设计[M].北京.机械工业出版社,2006:252-337.
[5] 黄虹.塑料成型加工与模具[M]. 北京:化学工业出版社,2003:81.
[6] 王永平.注塑模具设计经验点评.北京.机械工业出版社,2004,
定做机械 电子 汽车 机电 数控 通信 制冷 材料专业毕业设计请登录:http://www.bysj1.com/page.asp?id=37




