





















拨叉零件工艺规程编制与钻夹具设计
目 录
前言…………………………………………………………………………………..1
1零件3D造型……………………………………………………………………………3
1.1简析零件3D的造型 3
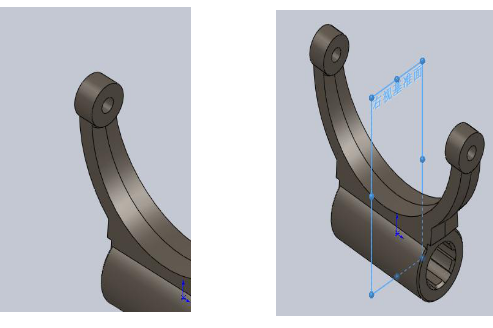
1.2图解零件3D绘制 3
2换挡拨叉加工工艺规程设计……………………………………………………………9
2.1 零件的分析 9
2.1.2 零件的工艺分析 10
2.1.3 明确毛坯的制造形式 10
2.2工艺过程设计所应采取的相应措施 10
2.3换挡拨叉加工定位基准的选择 11
2.3.1粗基准的选择: 12
2.3.2精基准的选择: 12
2.4制定工艺路线 12
2.4.1 工艺路线方案一: 12
2.4.2 工艺路线方案二: 12
2.4.3 工艺方案的比较与分析: 13
2.5确定机械加工余量、工序尺寸及毛坯尺寸 13
2.6确定切削用量及基本工时(机动时间) 15
2.7 零件加工工艺设计小结 26
3.专用夹具设计…………………………………………………………………………27
3.2夹具设计 27
3.2.1选择定位方案 27
3.2.2选择定位基准……………………………………………………………………… 28
3.2.3分析定位误差 29
3.2.4选择夹紧方案……………………………………………………………………… 29
3.2.5 夹具设计及操作的简要说明 30
致谢 ……………………………………………………………………………………32
毕业设计小结……………………………………………………………………………33
参考文献………………………………………………………………………………34
前 言
本次设计是对换挡拨叉零件的加工工艺规程及部分工序的专用夹具的设计。换挡拨叉零件的主要加工表面是平面及孔。由加工工艺原则可知,保证孔的加工精度要比保证平面的加工精度难。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以换挡拨叉大外圆端面作为粗基准,以换挡拨叉大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以换挡拨叉大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。整个加工过程均选用组合机床。
机械制造基础课程设计是我们在学完了大学的全部课程后进行的。这是我们在进行毕业设计对所学课程一次深入的综合性总复习,也是一次理论联系实际的训练。因此,他对我们的大学三年学习生活中具有意义重大。
本次设计我做的是拨叉,首先我们要熟悉零件,了解拨叉的作用,接下来是根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。其次再根据定位基准先确定精基准、后确定粗基准,最后拟定拨叉的工艺路线图,确定该工件的夹紧方案并画出夹具装配图。
我想通过这次课程设计提高自己理论联系实际的能力,并能对所学知识作进一步总结,我希望我在设计中能增强自己的分析问题、解决问题、查资料的能力,最终为我以后的工作打下良好的基础。
拨叉零件工艺规程编制与钻夹具设计
摘要:这次设计的是CA6140车床拨叉,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。首先我们要熟悉零件和了解其作用,它位于车床变速机构中,主要起换档作用。然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和械加工余量。最后拟定拨差的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
关键词:拨叉工艺;工艺规程;夹具设计
Fork parts design process procedures and the design of drilling jig
Abstract:The design is the CA6140 lathe fork, including each a part drawing, blank drawing, assembly drawing, CARDS and machining process and each a process card.First of all, we must be familiar with parts and understand its role, it is located in the lathe shifting mechanism, the main role shift.Then, according to the nature of the components and parts on the drawing of each face roughness to determine the size of the blank and machinery machining allowance.To dial the technology road map of poor, the end, the work piece clamping scheme, draw the fixture assembly drawing.
As far as I'm concerned, I hope I can pass the course design, understand and know the general machine parts production process, to consolidate and deepen the already learned the knowledge of technology basic course and specialized course, theory with practice, to exercise their analysis problem, problem-solving ability, for the future work to lay a good foundation, and provided a basis for the follow-up courses.
Keywords: Fork process;technological procedure;furniture design
参考文献
[1]《零件制造工艺与装备》 吴慧媛 韩邦华编. 电子工业出版社 2010
[2]《切削用量手册》 艾兴 肖诗刚编 机械工业出版社 1985
[3]《机械制造工艺设计简明手册》 李益民编 机械工业出版社 1994
[4]《机械制造工艺与装备课程设计指导书》韩邦华编 无锡职业技术学院 2006
[5]《机械工艺与装备课程设计指导书》 韩邦华编 无锡职业技术学院 2006
[6《机械设计课程设计》 熊娟,阳尧端编 复旦大学出版社 2012
[7]《现代夹具设计手册》 朱耀祥,浦林祥编 机械工业出版社 2010
[8]《机床夹具和辅具速查手册》 王建石编 机械工业出版社 2007
http://www.bysj1.com/html/1244.html http://www.bysj1.com/ http://www.bysj1.com/html/4228.html http://www.caddown.bysj1.com/



