





















发动机连杆小头孔加工夹具设计
摘 要
在柴油发动机中连杆是其主要传动件之一,本论文主要讲述了发动机连杆的加工工艺和加工连杆的小头孔专用夹具的设计。在加工发动机连杆的过程中,对其的形状精度、尺寸精度和位置精度的要求都很高,因为连杆的刚性比较差,容易产生变形,所以在安排加工工艺的时候,有必要把每个主要的粗精加工表面工序分开来一个个单独的做。以此来逐步慢慢的减少加工余量、切削力以及内应力的作用,与此同时修正加工后的变形,最后就能达到零件的技术要求了。
设计连杆的专用夹具,可以使加工工序变的更加简单,满足加工要求。专用夹具是夹具的一种,本文会很详细的介绍小头孔的加工时设计的专用夹具的定位方式,夹紧方式,定位元件,夹紧元件,以及设计完成后夹具的装配。最后,选用合适的机床配上专用夹具进行小头孔的加工。
关键词: 连杆;连杆加工工艺;专用夹具设计;小头孔加工
Abstract
in the diesel engine connecting rod is one of the main transmission parts, this paper focuses on the design of special fixture for small hole processing technology and processing of engine connecting rod of the connecting rod. In the process of engine connecting rod machining precision, the shape, size precision and position accuracy requirements are very high, because of the rigidity of the connecting rod is poor, easy to deform, so in the processing, it is necessary to every major rough and finish machining surface process from a separate do. In order to gradually reduce the machining allowance, cutting force and the role of internal stress, deformation at the same time correction after processing, we can achieve the technical requirements of the parts.Special fixture design of connecting rod, can make the process easier, to meet the processing requirements. Special fixture is a kind of fixture, positioning, design of special fixture for machining in this paper will be introduced in great detail the small head hole of the clamping, positioning device, clamping device, and after the completion of the assembly fixture design. Finally, select the suitable processing machine with special fixture for small hole.
Keywords: connecting rod; connecting rod machining process; fixture design; the small head hole machining
目 录
摘要 …………………………………………………………………………………V
第一章 绪论…………………………………………………………………………1
第二章:连杆的介绍 ………………………………………………………………2
(一) 连杆的结构特点…………………………………………………………3
(二) 连杆的材料和毛坯………………………………………………………4
(三) 连杆的发展趋势…………………………………………………………5
第三章:机床夹具的了解与设计 …………………………………………………6
(一) 机床夹具的发展过程(历史)…………………………………………6
(二) 设计机床夹具的方法和步骤……………………………………………6
(三) 设计机床夹具时应注意的事项…………………………………………7
(四) 机床夹具的发展趋势……………………………………………………10
第四章:发动机连杆小头孔加工夹具的设计……………………………………12
(一) 专用夹具设计方法工艺分析……………………………………………12
(二) 零件在夹具上定位及其加工机床的选用………………………………12
(三) 夹具体的设计……………………………………………………………14
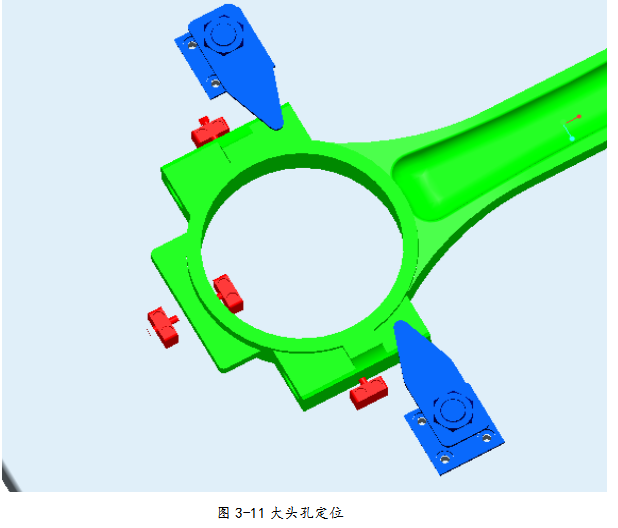
(四) 定位装置的设计…………………………………………………………15
(五) 夹紧装置的设计…………………………………………………………19
(六) 夹具的装配………………………………………………………………20
结论 …………………………………………………………………………………22
参考文献 ……………………………………………………………………………23
致谢 …………………………………………………………………………………24
第一章 绪 论
随着机床技术向着高速、高效、模块、组合、通用、经济方向发展,机床夹具成了机械加工必不可少的部件。而本论文主要讲的就是如何设计夹具才能使工件在加工时得到很好的固定,并且在一系列过程中能因夹具从而提高机床的生产效率。总结一句话就是装夹方便,定位准确,效率高。
本论文详细的叙述是汽车连杆小头孔加工时所用的夹具设计。在设计此夹具时主要大致的考虑到了两点问题:一点是定位,另一点则是夹紧。首先,对于定位,主要思路是限制连杆的六个自由度,从而使其占据唯一确定的位置,使连杆获得定位。对此我采用了支承钉和弹簧压板,挡板配上有活动夹紧螺丝的挡板进行六点定位限制六个自由度,本文会详细叙述。其次,对于夹紧,考虑到夹紧装置的设计要保证连杆在加工过程中位置保持不变的同时夹紧力不能过大,防止因夹紧力过大而对连杆造成不必要的变形,影响加工精度。对此我则采用了弹簧压板以及配有活动螺丝的挡板,其可控制可调节压力,组装方便的同时还能使连杆工件得到很好的固定。
参考文献
[1]倪森寿,机械制造工艺与装配(第二版)[M]化学工业出版社,2009.1
[2]徐景华,孙维恒,紧固件产品选用手册[M].中国标准出版社,2010
[3]吴拓,简明机床夹具设计手册[M].化学工业出版社,2010
[4]余程辉,姜晶,机械制造工艺与夹具[M].上海科学技术出版社,2010.7
[5]姜敏风,董芳,于玲,机械工程材料及成形工艺(第三版)[M].高等教育出版社,2014.7
[6]晋其纯,张秀珍,机床夹具设计[M].北京大学出版社
[7]百度学术:连杆夹具设计说明书,汽车连杆介绍和工艺,2010



