





















基于热形变的壳体铸件铸造工艺实现
摘要:该铸件是属于装配支架类零件,本次设计主要是来阐述零件的铸造工艺和进程。该零件的材料是ht200的灰铸铁,此次设计是单件生产,所以采用的是黏土砂造型,因为手工造型也较为简单,工艺要求也不是很复杂,造型方式采用的是一箱两件,浇注方式是用直浇的方法,然后参考零件的一些工艺参数,来计算浇道和冒口。铸件的生产工艺,主要是包括造型材料的分配,铸件的制造过程,以及铸件的浇注、合型、落砂等其它方面。铸造方案的设定,来通过对铸件形状的分析,以及对其浇注的位置和分型的选择,要想制定一个好的铸造方案,最重要的就是分析零件的结构特征。
关键词:壳体铸件;铸造工艺;工艺分析;砂芯;浇注系统;冒口:热形变
Casting Technology Realization of Shell Castings Based on Thermal Deformation
Abstract :The castings belong to the assembling bracket parts. This design is mainly to elaborate the casting technology and process of the parts. The material of this part is grey cast iron of ht200. This design is single-piece production, so clay sand moulding is adopted. Because manual moulding is relatively simple and the process requirements are not very complicated, the moulding method is one box and two pieces, and the pouring method is direct casting method. Then the runner and riser are calculated by referring to some process parameters of the parts.
The production process of castings mainly includes the distribution of moulding materials, the manufacturing process of castings, and other aspects such as casting, closing, sands falling and so on.
In order to make a good casting plan, the most important thing is to analyze the structural characteristics of the parts through the analysis of the casting shape and the selection of the casting position and type.
Key word: Shell Casting; Casting Technology; Process Analysis; Sand Core; Casting System; Riser
目录
一、绪论 4
1.1铸造的特点 4
1.2 零件图造型过程 5
1.2 铸件的分析 16
1.3 零件的分析 17
二、铸造工艺方案的确定 17
2.1造型,造芯材料的选择 17
2.2 浇注位置 18
2.3分型面的确定 20
2.4 砂箱中铸件数量的确定及排列方法 21
三、工艺参数的选择 22
3.1 机械加工余量和铸件尺寸公差 22
3.2最小铸出孔和槽 23
3.3 铸造收缩率 23
3.4 起模斜度 23
3.5 砂芯设计 24
3.6工艺肋和反变形量 24
四、 浇注系统及冒口的设计 25
4.1 浇注系统类型的确定 25
4.2 质量计算 25
4.3补缩及排气系统的设计 28
五、 铸件图、工艺图的绘制 29
总结 30
参考文献 31
致谢语 31
附录 31
一、绪论
1.1铸造的特点
铸造目前主要是分为砂型铸造和特种铸造两大类。砂型铸造按照其砂型的不同可以分为干砂型,湿砂型和表面砂型。砂型铸造的应用型较为广泛,它可以铸造出十分复杂的型腔,同时它的生产工艺设备也比较简单。砂型铸造取材也比较的方便,同时用砂型铸造的话,零件和铸件的形状也比较相似,这样就可以减少了加工余量。但是砂型铸造的缺点也比较的明显,主要是砂型铸造的工序比较的复杂,在铸件的过程中很容易达不到零件的尺寸要求以及尺寸的内部质量,所以像一些复杂或者承受大载荷的零件就不用铸件。特种铸造也分为好几类,主要有熔模铸造、压力铸造等。对于一些精密仪器的批量生产,一般采用特种铸造,但设计该零件很明显采用砂型铸造。
该论文主要分析零件图及建立三维图;,参照手册确定工艺参数且根据铸件做出具体调整;确定具体的浇注方式,浇注系统的具体尺寸;冒口(冷铁)存在的情况及具体参数的设计;最后完成铸件图、工艺图和工艺卡及总结。
参考文献
[1] 曹瑜强.铸造工艺及设备.北京:机械工业出版社,2005年7月.
[2] 王晓江.铸造合金及其熔炼.北京:机械工业出版社,1999年7月.
[3] 中国机械工程学会铸造分会编.铸造手册.北京:机械工业出版社,2000年1月.
[4] 铸造手册编写组.铸造手册.北京:机械工业出版社,1979年10月.
[5] 铸造英才网,2012年12月。
附录
1.铸造工艺卡
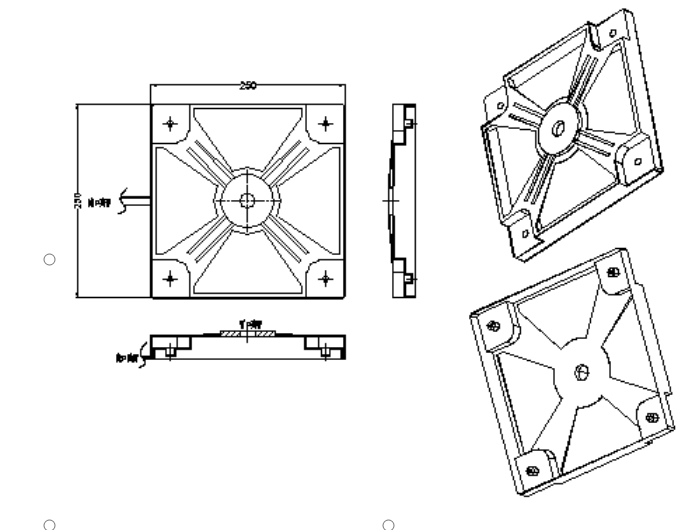
2.HT200壳体零件图(材质、力学性能、成分、组织、流动性、浇注工艺)
3. HT200壳体3D造型图(软件、造型工程)
4. HT200壳体铸造工艺图(找出3个分型面进行比较、从手册中找出铸造工艺参数、选择铸造工艺原则、浇注系统、布置方式)
5. HT200壳体铸件图(验收依据)



