





















某内燃机气门弹簧座冷挤压成形工艺及模具设计
摘要
冲压工艺是塑性加工的基本加工方法之一。它主要用于加工板料零件,所以有时也叫板料冲压,而且也可以加工非金属板料。冲压加工时,板料要模具的作用下,于其内部产生使之变形的内力。当内力的的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的形状,尺寸和性能的零件。
冲压生产靠模具与设备完成加工过程,所以它的生产效率高,而且由于操作简便,也便于实现机械化和自动化。
本课题系统介绍了弹簧座模具的设计。文章中首先介绍冲压压模具的特点、现状、与发展前景及分类。第一部分介绍了再次拉深模的设计:详细的介绍冲压模的工艺分析与方案确定、主要设计计算(包括压料力、拉深力、冲孔力、工作部分尺寸等的计算)。拉深模的设计(有工作零件、定位零件、卸料与顶件零件、导向零件连接与固定零件等结构进行详细的分析设计等。)压力机的选用,模具的安装与调整以及试模。
第二部分是对拉深冲孔复合模的设计介绍,简述了多次拉深工艺的设计要点区分了与首次拉深的不同之处。
本设计内容简明清晰,设计步骤详细有条理通俗易懂,很适合初学设计者。
关键词: 拉深模 复合模 冲孔
ABSTRACT
This topic system introduced the spring holder mold design. In the article first introduces the ramming die set the characteristic, the present situation, and the prospects for development and the classification. The first part introduced once more the drawing mold design: The detailed introduction flushes the die the craft analysis and the plan determined, the main design calculation (including presses material strength, drawing strength, punch holes strength, effective range size and so on computation). The drawing mold design (has work components, localization components, ex-denning and goes against components, guidance components connection and fixed components isostructuralism carries on detailed analysis design and so on.) Press selection, mold installment and adjustment as well as experimental mold.
The second part is introduced to the drawing punch holes superposable die design that, summarized the drawing craft design main point to differentiate and for the first time the drawing many times similarity.
This design content concise clear, the design procedure in detail has orderliness to be easy to understand, very suitablly begins studies the designer.
Key words: Drawing mold. Superposable. die punch holes
目 录
绪论
1.1 冷挤压成形工艺在模具工业生产中的地位……………………1
1.2 冷挤压成形工艺模具的历史发展与现状…………………………1
1.3模具的发展前景 …………………………………………………… 2
1.4冷挤压成形工艺的基本分类…………………………… 2
第一部分
第1章 工艺分析及设计方案
1.1 工艺性分析 …………………………………………………………1
1.2 冲裁工艺方案的确定 ………………………………………………1
1.2.1拉深次数的确定…………………………………………………1
1.2.2判断能否一次拉出………………………………………………1
1.2.3确定工件各次拉深尺寸…………………………………………2
1.2.4重新计算毛坯直径………………………………………………2
1.2.5计算以后各次拉深的尺寸………………………………………3
1.2.6拉深件的圆角半径………………………………………………3
1.2.7拉深工序中的高度………………………………………………3
1.3工艺方案的确定………………………………………………………4
第2章 主要设计计算
2.1 压料力的计算…………………………………………………………5
2.2拉深力的计算…………………………………………………………5
2.3 压力机公称压力………………………………………………………5
2.4工作部分尺寸计算……………………………………………………6
2.4.1拉深模间隙………………………………………………………6
2.4.2拉深模圆角半径…………………………………………………6
2.4.3凸凹模工作部分的尺寸和公差…………………………………7
第3章 模具的总体设计
3.1 模具类型的选择 ………………………………………………………8
3.2 定位方式的选择 ………………………………………………………8
3.3 卸料出件方式的选择 …………………………………………………8
3.4卸料橡胶的设计计算……………………………………………………8
3.5 导向方式的选择………………………………………………………9
第4章 主要零部件的结构设计
4.1 工作零件的结构设计…………………………………………………10
4.1.1 拉深凹模…………………………………………………………10
4.1.2 拉深凸模…………………………………………………………10
4.2其它零部件的设计与选用 ……………………………………………10
4.2.1弹性元件的设计 …………………………………………………10
4.2.2 模架及其零部件的选用…………………………………………10
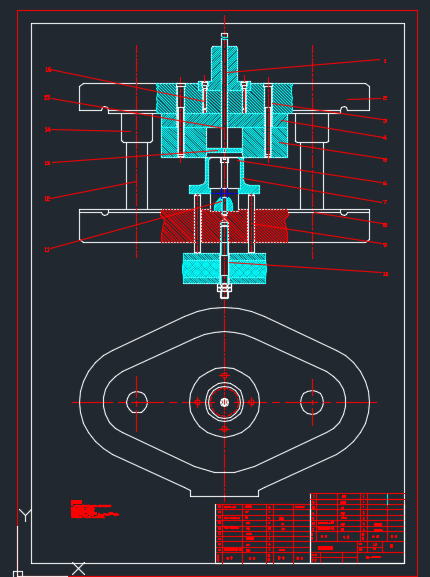
第5章 模具总装图 …………………………………………………………12
第6章 冲压设备的选用 ……………………………………………………13
第7章 工作零件的加工工艺……………………………………………….14
第8章 模具的装配和调整
8.1 装配前的准备…………………………………………………………15
8.2装配模柄………………………………………………………………15
8.3装配凹模………………………………………………………………15
8.4装配凸模………………………………………………………………15
8.5装配下模………………………………………………………………15
8.6装配上模………………………………………………………………16
8.7试切……………………………………………………………………16
8.8装配其他零件…………………………………………………………16
第9章 试模……………………………………………………………………19
第二部分
第1章 基本计算
1.1拉深直径…………………………………………………………………18
1.2第三次拉深工序件的圆角半径…………………………………………18
1.3第三次拉深工序件的高度………………………………………………18
第2章 主要设计计算
2.1压料力的计算……………………………………………………………20
2.2拉深力的计算……………………………………………………………20
2.3冲底孔工序………………………………………………………………21
2.3.1冲孔力………………………………………………………………21
2.3.2卸料力………………………………………………………………21
2.3.3推料力………………………………………………………………21
2.3.4总压力………………………………………………………………21
2.4工作部分尺寸计算………………………………………………………22
2.4.1拉深模间隙…………………………………………………………22
2.4.2拉深模圆角半径……………………………………………………22
2.4.3凸凹模工作部分的尺寸……………………………………………22
第3章模具的总体设计
3.1模具类型的选择…………………………………………………………24
3.2定位方式的选择…………………………………………………………24
3.3卸料出件方式的选择……………………………………………………24
3.4导向方式的选择…………………………………………………………24
第4章主要零部件设计
4.1工作零件的结构设计……………………………………………………25
4.1.1拉深凹模……………………………………………………………25
4.1.2凸凹模………………………………………………………………25
4.1.3冲孔凸模……………………………………………………………25
4.2其它零部件的设计与选用………………………………………………26
4.2.1弹性元件的设计……………………………………………………23
4.2.2模架及其它零部件的选择…………………………………………26
第5章模具总装图………………………………………………………………27
第6章冲压设备的选定…………………………………………………………28
第7章工作零件的加工工艺……………………………………………………29
第8章模具的装配
8.1 装配前的准备………………………………………………………… 30
8.2装配模柄…………………………………………………………………30
8.3装配凸凹模………………………………………………………………30
8.4装配凸模…………………………………………………………………30
8.5装配下模…………………………………………………………………30
8.6装配上模…………………………………………………………………31
8.7安装凹模…………………………………………………………………31
8.8试切......................................................31
8.9装配其他零件……………………………………………………………31
第9章 试模………………………………………………………………… 32
第10章 总结……………………………………………………………………33
致谢………………………………………………………………………………34
参考文献…………………………………………………………………………35
绪论
冲压工艺是塑性加工的基本加工方法之一。它主要用于加工板料零件,所以有时也叫板料冲压,而且也可以加工非金属板料。冲压加工时,板料要模具的作用下,于其内部产生使之变形的内力。当内力的的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的形状,尺寸和性能的零件。
冲压生产靠模具与设备完成加工过程,所以它的生产效率高,而且由于操作简便,也便于实现机械化和自动化。
1.1冷挤压成形工艺模具在工业生产中的地位
模具是大批生产同行产品的工具,是工业生产的主要工艺装备。模具工业是国民经济的基础工业。
模具可保证冲压产品的尺寸,使产品质量稳定,而且在加工中不破坏产品表面。用模具生产零件可以采用冶金厂大量生产的廉价的轧制钢板或刚带为坯料,且在生产中不需加热,具有生产效率高,质量好,质量轻,成本低且节约能源和原材料等一系列优点,是其他加工方法所不能比拟的。使用模具已成为当代工业生产的重要手段和工艺发展方向。现代制造工业的发展和技术水平的提高,很大程度上取决于模具工业的发展。
目前,工业生产中普遍采用模具成型工艺方法,以提高产品的生产率和质量。一般压力机加工,一台普通压力机设备每分钟可生产零件几件到几十件,高速压力机的生产率已达到每分钟数百件甚至上千件。剧不完全统计、飞机、汽车、拖拉机、电机、电器、仪器、仪表等产品,有60%左右的零件是用模具加工出来的;至于日用金、餐具等物品的大量生产基本上完全靠模具来进行。显而意见,模具作为一种专用的工艺装备,在生产中的决定性作用和重要地位逐渐为人们所认识。



