





















1.5MW风电轮毂的熔炼工艺制定
摘要:目前,我国的工业发展越来越快,在这个过程中,也产生了很多负方面的影响,如环境越来越不好了,许多资源的消耗没有被充分利用。如果一直这样发展下去,人类生存的环境将不堪,所以这几年,风力发电的应用迅速开始普及。它连接风扇叶片和动力轴,轮毂的形状属于球壳型,主要的壁厚是 60 ~ 100 mm, 外形尺寸大约是 3 m,重量大约是10 t。风力发电我们要选择风力很大的地点来建设风力发电设备,这样就有足够的电力供人们使用,所以通常都是建立在靠海或海边地区,还有大草原上也是一个很适合的地方。不过在这种环境下,风力涡轮机以为海水蒸发所产生的盐雾以及风沙的常年摧残,再加之日晒雨淋,致使风力发电设备的逐渐损蚀。如果我们想要风力发电机可以达到我们想要用20年的要求,所以我们要想使得这种部件能满足质量要求,我们必须要制定合理的熔炼工艺。
关键字:风电轮毂;熔炼工艺;环保
Formulation of Smelting Process for 1.5MW Wind Turbine Hub
Abstract:In recent years, industrialization has caused environmental pollution is serious, also cause the waste of energy and consumption, people have to turn to renewable energy, and as people demand for green energy, renewable energy and the rapid growth of the development of wind power has been growing by leaps and bounds, countries are vigorously support the development and construction of wind turbines..The hub is one of the most important large castings in the wind turbine generator set. It connects the fan blade and the power shaft. The shape of the hub is a spherical shell with a main wall thickness of 60 ~ 100 mm, a contour size of about 3 m and a weight of about 10 t. Wind farms are mostly built on beaches or grasslands where the wind is strong. Wind turbines are subject to salt fog erosion, sand blowing, severe cold and heat, sun and rain, and the operating environment is very harsh. In addition, the unit is required to have a service life of 20 years in such a harsh operating environment. Therefore, the quality requirements of such castings are particularly high. Therefore, if we want to make this part meet the quality requirements, we must develop a reasonable smelting process.
Keywords:Environmental; Protection ;Windwheel ;The melting process
目录
一、引言 9
二、1.5MW风电轮毂的工作环境分析 9
1.1.5MW的风电轮毂基本介绍 9
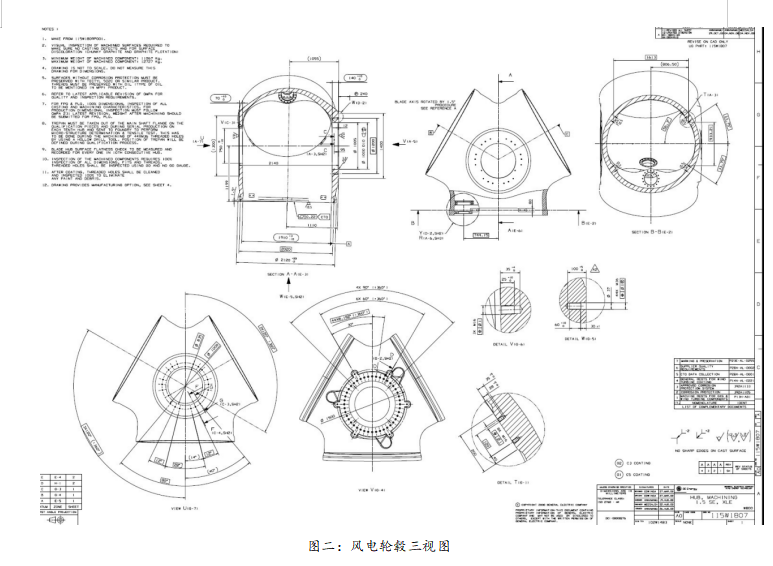
三、1.5MW的风电轮毂的结构 10
1.铸件尺寸 10
2.技术参数 11
四、熔炼QT400-18AL要求 12
1.QT400-18AL成分要(﹪) 12
五、熔炼的特点及工作进程 13
1.熔炼的特点 13
2.冲天炉的工作过程 13
六、 熔炼控制 13
1.冲天炉及熔炼 14
2.铁液出炉后的脱硫 19
3.控制电炉的化学成分和温度 20
七、结论 25
参考文献 26
八、小结 26
一、引言
随着社会人们的生活条件提高,各种可利用资源越来越匮乏,地球上常规的化石能源储存量越来越少,所以人们不得不考虑新的方法来获取能源,随着科技的发展,科学家把目光转向风力发电,截止目前,中国已经建立了的风力发电总量在全球排名前三。在最近的这几年时间里,越来越多的国家发觉了海上风力丰富的优点,一些以前把风力发电建设在陆地的欧美国家,渐渐也开始将风力发电的地点转移到沿海区域。海上发电具有很多的优势,如不会损耗水资源,发利用小时数高,不占用种植土地等等,种种优点特别适合大规模的发展。越来越多的风力发电相关企业投身于海上发电的事业。风电轮毂相较于其他的设备比较特殊,尺寸大,精度高,壁厚在工作过程中变化比较大,而且在海边,多种损蚀的原因,对于铸件的质量以及性能都有很高的要求。所以本论文要研究的内容是制定风电轮毂的熔炼工艺,实践证明,风力发电有相当多的好处和优势,所以要做好风力发电,就必须使得风力发电设备能满足恶劣的环境要求。因此材料的选择是第一步,因此,制定好风力发电轮毂熔炼工艺的制定十分有必要。而对风电轮毂的质量和材料要求比较高,而在生产过程中面临着一些比较复杂的工艺,在生产过程中需要克服一些关键技术,本论文就是针对风电轮毂的工作环境要求的材料性质制定相应的熔炼工艺,有利于风力发电轮毂更好的制造。
产品介绍:
1.5MW风电轮毂:它是风力发动机中的重要组成部分,它的作用是撑持叶片,原料是QT400—18AL,工件差不多重8.6吨;选取了低硅、磷、锰、硫的国产生铁,生铁的要求Si:0.8-1.4﹪,P〈0.060﹪,Mn:0.1-0.2﹪,S〈0.030﹪。冲天炉的熔炼方法。最大壁厚80mm,浇注的分量为10T。
参考文献
[1].薛强军,王忠,王智明.风电装备整机与铸铁生产的现状及展望[J].现代铸铁,2009(3):19-21.
[2].苟华强.大型风力发电机组轮毂铸件的生产工艺[J].东方电气评论,2008,22(88):66-69.
[3].谢明师.呋喃树脂自硬砂实用技术[M].机械工业出版社,1995.
[4].史明华.呋哺树脂砂铸造过程中应注意的几个问题[J].现代铸铁,2007(2):70,72.
[5].蒋云峰,张香杰,陈祥坤.大断面高伸长率球墨铸铁的熔炼[J].铸造,2004(2):35-37.
[6].球墨铸铁铸造新工艺新技术与产品质量缺陷控制适用手册[M].北方工业出版社.
[7].陈鹏辉,柯志敏. 打桩机汽缸铸件的熔炼工艺及过程控制.[J]铸造设备与工艺 2019-02-25
[8].岳明; 罗超.风电轮毂铸造技术研究[J.东方电气评论 2010-03-25
[9].黄引平; .风电轮毂铸件铸造工艺设计与优化新方法[J]. 第二届中国环渤海经济区铸造论坛文集2010-03-25
[10.]刘鹏. 风电轮毂铸造技术研究[J].大型铸锻件 2015-01-25
[11].王雪涛.风电球墨铸铁件铸造工艺及组织数值模拟的优化[J] 山东大学2017-04-20
[12.]曹晓贤.轮毂的铸造工艺优化及其二次氧化渣仿真研究[J] 大连交通大学 2018-06-09



