
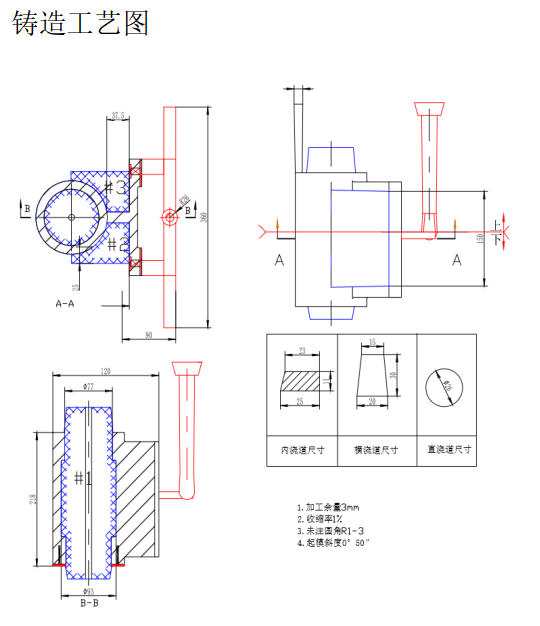





















HT150 铣刀箱体的铸造工艺设计
摘要:本文主要研究的是进行箱体铣刀铸造。通过对该铸件的结构特点、工作条件、技术条件、生产批量
的分析,确定其铸造方案。并重点介绍 HT150 铣刀箱体的造型(芯)材料的选择,分型面、浇注位置和砂
箱的选择,砂芯设计、浇注系统设计以及其他系统的设计。
先从图纸入手,确定其分型面,浇注位置等,再查阅资料,找出相关数据并计算,不仅要保证外观形
式正确,还要保证其内部数据正确,使其尺寸、重量、气密性和粗糙度等数据均在允许范围内,并与其他
零件配合,无缩孔、气孔和砂眼等缺陷,满足图纸要求的各项指标。同时,为了使其可以批量生产,还要
考虑到它的生产成本以及劳动生产率的问题。如果选择的工艺不符合要求,就可能出现铸造缺陷。因此,
本文也将介绍铸造过程中可能出现缺陷以及防止的知识,并需要在实际生产中加强控制和避免缺陷出现。
关键词:砂箱设计;浇道及分型面;数据;缺陷 Casting Technology Design of HT150 Milling Cutter Box
Abstract:This paper mainly studies the casting of box milling cutter. Through the analysis of the
structure characteristics, working conditions, technical conditions and batch production of the
castings, the casting scheme was determined. The selection of material for HT150 milling cutter
box, the selection of parting surface, pouring position and sand box, the design of sand core, pouring
system and other systems are mainly introduced.
Starting with the drawings, determine the parting surface, pouring position, etc., then consult
the data, find out the relevant data and calculate, not only to ensure the correct appearance, but also
to ensure the correct internal data, so that the size, weight, air tightness and roughness of the data
are within the allowable range, and cooperate with other parts, without shrinkage, pore and sand
hole defects, to meet the requirements of the drawings. Item indicators. At the same time, in order
to make it possible to produce in batches, we should also consider its production cost and labor
productivity. If the selected process does not meet the requirements, casting defects may occur.
Therefore, this paper will also introduce the knowledge of possible defects and their prevention in
casting process, and the need to strengthen control and avoid defects in actual production.
Key words: sand box design; heat treatment process; data; defects
目录 一、零件的技术要求和结构分析 ........................................................................................... 3
二、工艺方案分析与确定 ........................................................................................................ 4
2.1、铸造方法及铸型种类、型砂配方的确定 .............................................................. 4
2.2、浇注位置及分型面的确定 .......................................................................................... 5
2.3、 砂芯的块数、形状和固定。型芯砂的性能要求及配方 ................................. 9
2.4、浇注系统、冒口、出气口的位置和形状 ............................................................ 11
三、确定工艺数据 .................................................................................................................... 11
3.1、工艺参数的选择 .......................................................................................................... 11
3.2、芯头结构和具体数据 ................................................................................................ 12
3.3、初步制订合箱面及砂箱尺寸 .................................................................................. 15
3.4、确定浇冒口系统各部分结构尺寸 ......................................................................... 16
3.5、确定出气口尺寸 ......................................................................................................... 23
四、设计砂箱 ............................................................................................................................ 23
五、预计生产该铸件可能产生的缺陷及防止措施 ........................................................ 28
5.1、飞翅 ................................................................................................................................ 28
5.2、毛刺 ................................................................................................................................ 29
5.3、冲砂 ............................................................................................................................... .29
5.4、气孔、针孔 .................................................................................................................. 29
5.5、缩孔、缩松、疏松 .................................................................................................... 29
5.6、沾砂和表面粗糙 ......................................................................................................... 30
六、结论 .................................................................................................................................... .30
参考文献 ..................................................................................................................................... 31
参考文献
[1]中国机械工程学会铸造分会.铸造手册:第 5 卷铸造工艺[M].2 版.北京:机械工业出版社,2005.
[2]曹瑜强.铸造工艺及设备[M].2 版.北京:机械工业出版社,2008.
[3]李魁盛,马顺龙,王怀林.典型铸件工艺设计实例[M]. 北京:机械工业出版社,2008.
[4]中国铸造协会.铸造技术应用手册:第 4 卷铸造工艺及造型材料[M].中国电力出版社,2011.
[5]铸造工艺及设备[M].机械工业出版社,2015.



