





















涨紧轮(铸钢ZG30Mn2)的铸造工艺设计
摘要
涨紧轮属于盘式传动件,材料为铸钢ZG30Mn2,在工作中通过皮带传递动力,承受压载荷,要求要求铸件内部不能有铸造缩孔、裂纹缺陷,以保证其力学性能要求。铸件是一种制造成本,适合大批量生产的毛坯制造方案,为保证铸件质量,减少铸件内部气孔、缩孔、表面夹渣等常见的铸造缺陷,需要对铸件结构、铸造工艺、浇注条件等各方面进行考虑。本文完成的工作包含涨紧轮结构及工艺性分析,确定砂型材料、砂型制造方案,对分型面、浇注位置进行多种方案对比分析,对浇注系统的结合尺寸进行设计计算,对冒口及排气孔进行设计,并对砂箱及模板设计进行了详细设计。通过对该铸件的铸造工艺的设计,更进一步了解铸造技术,为涨紧轮的实际铸造生产提供必要的指导。
关键词:砂型铸造;涨紧轮;铸造工艺;浇注系统;
Casting process design of tightening wheel
Abstract
The tightening wheel belongs to the disc drive part, and its material is cast steel ZG30Mn2. It transfers power through belt and bears pressure load. It is required that there should be no casting shrinkage and crack defects in the castings, so as to ensure the mechanical properties of the castings. Casting is a kind of manufacturing cost, suitable for mass production of blank manufacturing scheme. In order to ensure the quality of castings and reduce the common casting defects such as internal blowhole, shrinkage, slag inclusion on the surface of castings, it is necessary to consider casting structure, casting technology, casting conditions and other aspects. The work accomplished in this paper includes the analysis of the structure and technology of the tightening wheel, the determination of sand moulding material and the manufacturing scheme of the sand moulding, the comparison and analysis of various schemes for the parting surface and the pouring position, the design calculation of the combined size of the pouring system, the design of riser and exhaust hole, and the detailed design of the sand box and template. Through the design of the casting process of the castings, the casting technology is further understood, and the necessary guidance is provided for the actual casting production of the tightening wheel.
Key words: sand casting; Flange; casting process; pouring system;
目录
摘要 5
第1章 绪论 7
第2章 涨紧轮结构及技术要求 8
2.1 涨紧轮的结构 8
2.2铸造方法及砂型选择 9
2.3 材料成分及性能 10
第3章 涨紧轮铸造工艺方案 12
3.1浇注位置的选择 12
3.2分型面的确定 12
3.3合箱面与吃砂量确定 13
3.4涨紧轮砂型铸造工艺参数确定 15
3.4.1 铸件尺寸公差与重量公差 15
3.3.2 最小铸出孔及槽的选择 16
3.3.3 机械加工余量的选择 17
3.3.4铸件收缩率 18
3.3.5起模斜度 19
第4章 浇注系统的设计 20
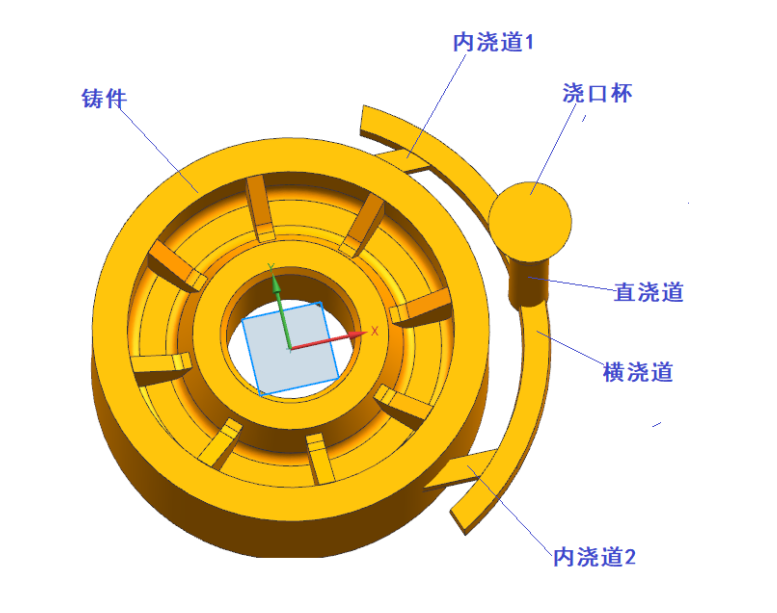
4.1浇注系统类型选择 20
4.2浇注时间计算 21
4.3浇注系统尺寸的确定 21
4.4冒口的设计 24
4.5出气孔的设计 25
第5章 铸造砂箱、模样的设计 26
5.1砂芯设计 26
5.1.1砂芯种类与芯头设计 26
5.1.2砂芯的定位结构 26
5.1.3砂芯的排气 27
5.2 模板的设计 27
5.3砂箱的设计 29
结论 30
参考文献 31
第1章 绪论
目前,国内机械制造行业,有很多零部件都是采用铸造方式生产,一方面是铸造方式不受零件结构形状复杂程度、尺寸大小、材料的限制,其适用性非常广,且生产批量大,成本低。另一方面,铸造方式发展出各种各样,有消失模铸造、熔模铸造,压力铸造,挤压铸造等方式,且新的砂型材料、涂料,新的熔炼工艺出现,提供了铸件表面质量,可以实现少加工余量,甚至是无加工余量的零件毛坯生产。铸造工艺是一种传统、高效的毛坯生产方式,可以根据零件的结构特点,技术要求,应用条件及技术质量要求,确定铸造方案及铸造工艺设计。铸造工艺是一种高效的毛坯生产方式,毛铸造毛坯是使用最广泛的一种。铸造毛坯可以制造结构复杂,尺寸范围广、材料多样的方法。铸件是一种制造成本,适合大批量生产的毛坯制造方案,为保证铸件质量,减少铸件内部气孔、缩孔、表面夹渣等常见的铸造缺陷,需要对铸件结构、铸造工艺、浇注条件等各方面进行考虑。
铸造工艺是否合理对铸件质量有重要影响,一般而言,造成铸件毛坯产生铸造缺陷的因素是复杂多样的,如材料选用、模具结构、金属熔炼与浇注、浇注系统设计不合理、铸造工艺流程、涂料及保温措施、补缩系统等环节都可能造成铸件品质不合格。
一、选题简介、意义
零件名称为涨紧轮,材料为铸钢ZG30Mn2,生产批量为成批生产。涨紧轮属于盘式传动件,在工作中通过皮带传递动力,承受压载荷,要求要求铸件内部不能有铸造缩孔、裂纹缺陷。以保证其力学性能要求。涨紧轮采用铸造方式生产,其毛坯形状尺寸比较准确,加工量小,且成本较低,但是有一些铸造缺陷。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
研究课题:涨紧轮的铸造工艺设计
研究主要内容:根据涨紧轮铸件的结构特点、生产批量以及生产条件和工作条件的分析,确定其铸造工艺方案;对分型面、浇注位置,加工余量、最小铸出孔、脱模斜度等,完成浇注系统结构设计与计算,及冒口结构设计、排气孔设计等,并对砂箱及模板设计进行了详细设计。
预期目标:根据相关技术要求通过对涨紧轮铸件工艺设计实现批量生产,使其尺寸、重量、气密性和粗糙度等数据均在允许的范围内,使其与其它零件的配合,无缩孔、气孔和砂眼等缺陷,满足图纸要求的各项指标。
研究步骤方法及措施分析其结构,确定其浇注位置、分型面、设计浇注系统等;从相关的资料入手,查找并计算出有关的数据;制定出有关的设计,从而设计出ZG30涨紧轮的铸造工艺设计;
参考文献
[1]铸造手册—铸造工艺/中国机械工程协会铸造分会编[M]. 机械工业出版社2003.1.
[2]中国机械工程学会铸造分会[M].铸造手册.机械工业出版社.
[3]徐允长.铸造工技术(高级)[M].化学工业出版社.
[4]沈其文.材料成型工艺基础[M].华中科技大学出版社.
[5]国家职业资格培训教材编审委员会.铸造工(技师、高级技师)[M].机械工业出版社.
[6]张代东.机械工程材料应用基础[M].机械工业出版社.
[7]铸铁用原材料的现状及其发展动向[J]. 佐腾兼弘. 2005, 47.
[8]吹砂造型和充砂造型的计算机模拟[J].2006, 114, 419- 427.
[9]铸型和粘结剂对铝铸件浇注时放出气体的影响[J]. 2002, 114, 435- 445.
[10]熔模铸造用浆料组分的表示方法.[J] V. F. Okhuysen. 2006, 114,457- 464.
[11]抛丸清理对铸铁铸态表面影响的量化. [J]S. S. Mroz.2006, 114, 493- 505.
[12]热膨胀系数小的铸铁的冒口设计[J].2005, 114, 535-550.
[13]耐磨性好的含超硬碳化物形成元素的高铬白口铸铁[J].2006, 114, 551- 573.
[14]颗粒增强金属基复合材料耐浆料冲蚀磨损性能的研究.王恩万[J]2001,15-16.
[15]金属构件失效分析.廖景娱[J]2003,109-126.
[16]快速成型技术及其在铸造中的应用铸造[J].黄天佑1995, (02) .
[17]铸件浇注系统 ,热加工工艺[M].高秀兰,韩玉强, 2002, (05).
[18]合理设计浇注系统,减少夹渣缺陷[J].山东内燃机厂. 李玉庆2002, (04).



