





















燕尾槽的铸造工艺设计
摘要
砂型铸造一种实用性广,适用于各种尺寸、各种结构类型毛坯铸件生产。本文是研究燕尾槽的砂型铸造工艺的设计。燕尾槽铸件是机床十字工作台的关键部件,通过工作台上部与下部垂直的两个燕尾槽成对使用,构成机床在X轴与Y轴两个方向上的直线运动。燕尾槽零件承受压力载荷,要求需要铸件具有良好的耐磨性,同时我们所生产的产品在生成后产品不得存有缩孔、缩松及裂纹。我所写的这篇毕业设计主要是对燕尾槽的结构特征、如何批量生产还有生产需要具备的条件以及工作时所需要具备的条件的论述,用以制定它的生产方案;对分型面、浇铸位置、浇注系统的设计以及其他系统的设计与分析,同时还对砂箱和模板也采取了设计。通过这次对它的设计和分析,加进了对铸造技术的理解,为其在实际生产中提供了必要的参照,将理论和实践结合在一起。
关键词:砂型铸造;燕尾槽;铸造工艺;浇注系统;
Casting Process Design of Dovetail Groove
Abstract
Sand mold casting is practical, suitable for various sizes, various structural types of blank casting production. This paper is to study the design of sand mold casting process in swallow-tail trough. The dovetail slot casting is the key part of the cross table of the machine tool. The straight line motion of the machine tool in the X-axis and Y-axis is formed by the use of two dovetail grooves perpendicular to the upper part and the lower part of the table. The dovetail groove parts are required to have good wear resistance under the pressure load. At the same time, the products produced by us must not contain shrinkage holes, shrinkage holes and cracks after they are formed. The graduation design I wrote is mainly about the structural characteristics of the dovetail groove, and how to produce it in batch. There is also a discussion of the conditions required for production and those required for work in order to formulate its production plan; The design of parting surface, casting position, gating system and other systems are analyzed, and the sand box and formwork are also designed. Through the design and analysis of it, the understanding of casting technology is added, which provides the necessary reference for its practical production and combines the theory and practice together.
Key words: sand casting; Dovetail Groove; casting process; pouring system;
第1章 绪论
铸造工艺是一种传统、高效的毛坯生产方式,铸造工艺能够分为砂型铸造、压力铸造、熔模铸造、消失模铸造等等,一般可以根据零件的结构特点,材料特性、技术要求,应用条件及技术质量要求,选择合适的铸造工艺方法。我国属于铸造大国,铸件种类、生产规模都是位居世界前列。砂型铸造的使用最常见的一种铸造办法,它是以砂制作铸型,在重力作用下完成浇注充型的工艺。在特殊条件,也可以在压力作用或者离心力作用下完成充型。砂型铸造的优点是实用性广,适合于各种尺寸、各种结构类型的铸件生产,其缺点是砂型属于一次性浇注,砂型的制造工艺繁琐,表面精度有限。
铸件常见缺陷涉及到缩孔、缩松、夹渣、气孔、砂眼等,造成铸件毛坯产生铸造缺陷的因素是复杂多样的,如材料选用、模具结构、金属熔炼与浇注、浇注系统设计不合理、铸造工艺流程、涂料及保温措施、补缩系统等环节都可能造成铸件品质不合格。这里面80%的缺陷完全是可以避免的,至于要完善技术就行,或者也可以用后期的处理来弥补。
现在为了降低铸造的价钱,减少用时,CAE应运而生,之后被大家所认可,得以大规模使用。把CAE技术结合到铸造工艺当中是当下实际生产中的主流,人们用CAE来模仿浇铸当中的缺点,然后进行改进,大大加快了制作所需要的实践,使得实际生产中所需要的钱更少,所需要的人力更少,还能做出更好的产品。
目录
摘要 6
第1章 绪论 10
第2章 燕尾槽结构及技术要求 11
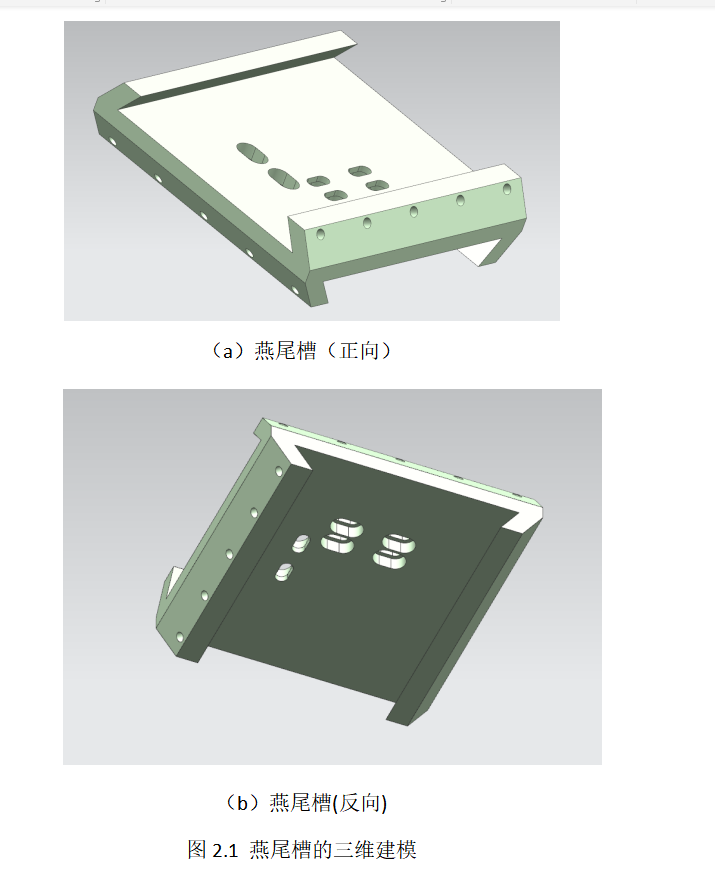
2.1 燕尾槽的结构 11
2.2铸造方法及砂型选择 12
2.3 材料成分及性能 14
第3章 燕尾槽铸造工艺方案 15
3.1浇注位置的选择 15
3.2分型面的确定 16
3.3合箱面与吃砂量确定 18
3.4燕尾槽砂型铸造工艺参数确定 19
3.4.1 铸件尺寸公差选择 20
3.3.2 最小铸出孔及槽的选择 21
3.3.3 机械加工余量的选择 21
3.3.4铸件收缩率 23
3.3.5起模斜度 23
第4章 浇注系统的设计 24
4.1浇注系统类型选择 24
4.2浇注系统尺寸的设计 25
4.3浇口杯设计 30
4.4冒口的设计 31
4.5出气孔的设计 32
第5章 铸造砂箱、模样的设计 33
5.1 模板的设计 33
5.2砂箱的设计 36
5.3 铸造工艺卡 36
总结 38
参考文献 39
一、选题简介、意义
铸造工艺是一种高效的毛坯生产方式,铸造工艺可以分为砂型铸造、压力铸造、熔模铸造、消失模铸造等等,一般可以根据零件的结构特点,材料特性、技术要求,应用条件及技术质量要求,选择合适的铸造工艺方法。砂型铸造的使用最常见的一种铸造方法,它是以砂制作铸型,在重力作用下完成浇注充型的工艺。在特殊条件,也可以在压力作用或者离心力作用下完成充型。砂型铸造的优点是实用性广,适合于各种尺寸、各种结构类型的铸件生产。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
研究课题:燕尾槽的铸造工艺设计
研究主要内容:根据燕尾槽铸件的结构特点、生产批量以及生产条件和工作条件的分析,确定其铸造工艺方案;对分型面、浇注位置,加工余量、最小铸出孔、脱模斜度等,完成浇注系统结构设计与计算,及冒口结构设计、排气孔设计等,并对砂箱及模板设计进行了详细设计。
预期目标:根据相关技术要求设计铸造工艺参数,使其与其它零件的配合,无缩孔、气孔和砂眼等缺陷,满足图纸要求的各项指标。
研究步骤方法及措施
①从图纸入手分析其结构,确定其浇注位置、分型面、设计浇注系统等;
②从相关的资料入手,查找并计算出有关的数据;
③根据相应的数据制定出有关的设计,设计铸造工艺设计;
参考文献
[1]铸造手册—铸造工艺/中国机械工程协会铸造分会编. 机械工业出版社2003.1.
[2]中国机械工程学会铸造分会.铸造手册.机械工业出版社.2010
[3]徐允长.铸造工技术(高级).化学工业出版社.2010
[4]沈其文.材料成型工艺基础.华中科技大学出版社.2012
[5]国家职业资格培训教材编审委员会.铸造工(技师、高级技师).机械工业出版社.2009
[6]张代东.机械工程材料应用基础.机械工业出版社.2012
[7]铸铁用原材料的现状及其发展动向. 佐腾兼弘. 2005, 47.
[8]吹砂造型和充砂造型的计算机模拟.J.Wu.2006, 114, 419- 427.
[9]铸型和粘结剂对铝铸件浇注时放出气体的影响. P. Scarber.2002, 114, 435- 445.
[10]熔模铸造用浆料组分的表示方法. V. F. Okhuysen. 2006, 114,457- 464.
[11]抛丸清理对铸铁铸态表面影响的量化. S. S. Mroz.2006, 114, 493- 505.
[12]热膨胀系数小的铸铁的冒口设计.E.N.Pan.2005, 114, 535-550.
[13]耐磨性好的含超硬碳化物形成元素的高铬白口铸铁.S.Kuyucak.2006, 114, 551- 573.
[14]颗粒增强金属基复合材料耐浆料冲蚀磨损性能的研究.王恩万2001,15-16.
[15]金属构件失效分析.廖景娱2003,109-126.
[16]快速成型技术及其在铸造中的应用[J] 铸造 , 黄天佑1995, (02) .
[17]铸件浇注系统 ,热加工工艺,高秀兰,韩玉强, 2002, (05).
[18]合理设计浇注系统,减少夹渣缺陷.山东内燃机厂, 李玉庆2002, (04).



