










一汽重卡发动机支座砂型铸造工艺
摘 要:本文首先从支座的使用性能,对材料要求开始介绍,进而深入主题,通过对HT250支座铸造工艺的相关分析,确定其相关工艺参数确定,进而设计其的浇注系统。通过浇注系统的确定,可以设计支座铸造所用模样,使用铝合金模样。最终根据情况选择相关的设备进行生产。
关键词:支座 铸造工艺设计 熔炼
引言
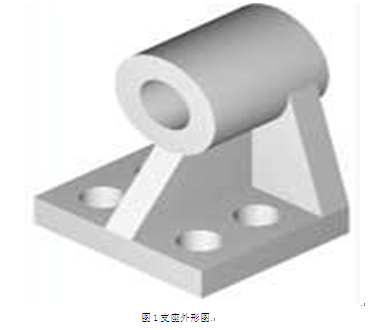
支座与发动机直接相连,是将发动机安装在卡车上的连接装置,是发动机和车架的连接件,左悬置一般在变速箱侧面,后悬置一般连接在变速箱上,靠近排气管。用于减少发动机运转时引起的震动,所以他需要承受一定的重量,一定的耐磨性。支座在当代机械设备中有着举足轻重的作用。
通过这次的设计,是对我们学完的全部基础课,技术课以及专业课一次深入的综合性的总复习,也是一次理论与实际相结合的训练。在进行设计的时候,通过查阅大量文献以及相关论文,就目前一汽公司采用的支座铸造工艺进行分析研究,解决了支座铸造过程中的常见问题以及如何提高支座零件使用性能的要求。
一 一汽重卡支座简介
1.1 一汽重型卡车的介绍
中国第一汽车集团公司(原第一汽车制造厂)简称“中国一汽”或“一汽”,中国第一汽车集团公司简称国有特大型汽车生产企业,一汽总部位于长春市,前身是第一汽车制造厂,毛泽东主席题写厂名。一汽1953年奠基兴建,1956年建成并投产,制造出新中国第一辆解放牌卡车。旗下一汽重卡以其优越的性能,高速、高效、可靠的特点在世界中重型载重车生产企业中,一汽重型卡车产销规模已经连续多年位居第一。未来的一汽将创造出更为优越的世界级重型卡车,为自主品牌在世界创造出另一片天地。
目录
摘 要 ………………………………………………………………1
关键词………………………………………………………………1
引 言 ………………………………………………1
一 一汽重卡支座简介 ……………………………2
1.1一汽重型卡车的介绍 ……………………………………2
1.2支座的介绍、工艺分析 …………………………………2
二 支座铸造工艺方案的确定 ……………………………………3
2.1支座的相关信息 ………………………………………3
2.2 支座材料选择 …………………………………………4
2.3砂型铸造方法与制芯方法的选择 ………………………5
2.4浇注位置的确定 ……………………………………5
2.5分型面选择 ……………………………………………7
2.6砂箱中铸件数量的确定 …………………………………9
三 主要工艺参数确定及砂芯设计 ………………………10
3.1铸件尺寸公差 …………………………………………10
3.2加工余量…………………………………………………11
3.3最小铸孔和槽的确定 …………………………………11
3.4起模斜度 ………………………12
3.5铸造收缩率 …………………………13
3.6工艺补正量 ……………………………………………13
四 浇注系统设计 …………………………………………14
4.1浇注系统的设计 ………………………………………14
4.1.1选择浇注系统类型 ………………………………14
4.1.2浇注系统设计遵循一般原则 ……………………14
4.1.3内浇道在铸件上的位置确定 ……………15
4.1.4浇注时间计算 ……………………15
4.1.5浇注系统各部分的尺寸 ……………………16
4.1.6浇口杯尺寸设计 …………………………………16
4.1.7浇注系统及结构尺寸确定 ………………………17
4.1.8横浇道尺寸的确定 ………………………………19
4.1.9内浇道尺寸的确定 ……………………20
4.2冒口设计与计算和冷铁………………………………21
4.3铸铁件的均衡凝固原理 ………………………………22
4.4出气孔 ………………………………………22
4.5铸造工艺图 ………………………………………22
五 铸造工艺装备 ………………………………………………23
5.1模样的设计 ………………………………………23
5.1.1模样尺寸的计算与标注 …………………………23
5.1.2模样材料的选取 …………………24
5.2模板的设计 …………………………24
5.2.1模底板材料的选用及技术要求 …………………24
5.2.2模底板尺寸确定 ………………………………24
5.2.3模底板与砂箱的定位装置 …………………………25
5.2.4模样与模底板的装配 ………………………26
5.3芯盒的设计及设计原则 ………………………………26
5.3.1芯盒的类型和材质 ……………………………27
5.3.2砂芯分盒面的选择原则及芯盒壁厚 ……………27
5.4砂箱的设计 …………………………………………27
六 灰铁(HT250)的配料及熔炼计算 ………………29
6.1元素对灰铸铁组织的影响 ……………………………29
6.2灰铁(HT250)的配料计算 …………………………29
6.3孕育化处理 …………………………………………31
6.4常见缺陷分析及防止 ………………………………32
七 砂型铸造设备选用 ………………………………33
7.1造型设备选用 …………………………………………33
7.2制芯设备选用 … …………………………………34
7.3 溶化设备选用 …………………………………………34
7.4混砂及旧砂再生设备选用 ……………………………35
7.5清理及环保设备选用 ………………………………36
结论 …………………………………………………………………37
参考文献 …………………………………………………………38
参考文献
[1] 施延藻.铸造实用手册[M].沈阳:东北大学出版社,1994.
[2] 中国机械工程学会铸造专业学会.铸造手册第5卷[M].北京:机械工业出版社,2008.
[3] 曹瑜强.铸造工艺及设备[M].北京:机械工业出版社,2002.
[4] 李宏英,赵成志.铸造工艺设计[M].北京:机械工业出版社,2005.
[5] 陈琦,彭兆弟.铸造合金配料速查手册[M].北京:机械工业出版社,2004.
[6] 中国机械工程学会铸造专业学会.铸造手册第1卷[M].北京:机械工业出版社,2000.
[7] 胡亚民,冯小明,申荣华.材料成型技术基础[M].重庆:重庆大学出版社,2004.
[8] 陆文华,黄良余,等.铸造合金及其熔炼[M].北京:机械工业出版社,2002.
[9] 朱辉,唐保宁,等.画法几何及工程制图[M].上海:上海科学技术出版社,2005.
[10] 王欣.热加工试训[J].北京:机械工业出版社.2001.
[11] 李新亚,祝强,等.铸造行业国内外生产技术现状及发展方向[J].铸造.1999,1.
[12]王晓江.铸造合金及其熔炼[M].北京:机械工业出版社.1999.
www.bysj1.com www.bysj1.com/html/4580.html www.bysj1.com www.bysj1.com/html/4744.html www.bysj1.com/html/4743.html www.bysj1.com/html/4742.html




