





















QT600-3传动轴的铸造工艺设计(代做铸造毕业设计)
摘要:本文根据提供的零件图获取零件的技术要求、材料组成、结构特点、生产条 件、生产批量以及性能要求。然后,对零件结构的铸造工艺性进行分析,根据零件结构特点、技术要求、生产批量、生产条件选择铸造和造型方法;由零件的结构特点,提出多种浇注和分型方案,综合对比分析,选择最为理想的浇注位置及分型面。再次,根据铸造工艺方案和零件的特点,选用适宜的工艺参数,设计浇注系统并绘制出铸造工艺图。
关键词:传动轴;铸造工艺设计;浇注系统;铸造工艺图。
Casting process design of QT600-3transmission shaft
Abstract:First of all, according to provide detail drawings for parts of the technical requirements, material composition, structure characteristics, production conditions, production batch, and performance requirements. Then, analyze the parts of the structure of the casting process, find out the possible structural problems and put forward the measure of improvement measures or prevent defects; According to the structural characteristics of spare parts, technical requirements, production batch, production conditions, select casting and modelling method; The structure characteristics of the parts, put forward a variety of casting and classification scheme, comprehensive comparison and analysis, choose the ideal pouring position and parting surface. Again, according to the characteristics of the casting process and parts, choose the suitable process parameters, designing gating system and map out the casting process. According to the casting process design templates and sand casting process equipment, map casting process diagram, template and box figure.
Keywords: Transmission shaft; casting process design; gating system; casting process chart
目录
引言
第一章 简 介
1.1中国古代铸造技术发展··························9
1.2中国铸造技术发展现状·······················9
1.3发达国家铸造技术发展现状·······················10
1.4我国铸造未来发展趋势·······················10
1.5 QT600-3·····························11
第二章 铸造工艺方案的确定
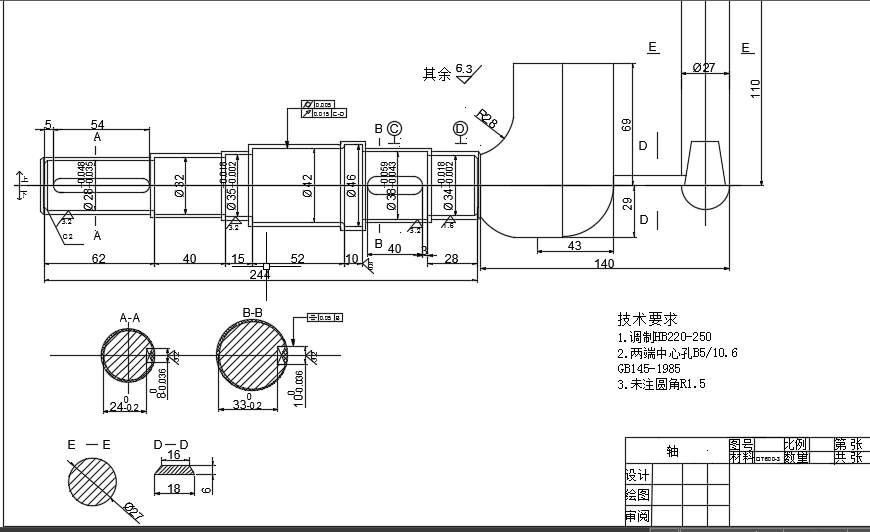
2.1轴的生产条件、结构及技术要求···················11
2.2轴铸造工艺性··························12
2.3造芯方法的选择·························13
2.4浇注位置的确定··························13
2.5分型面的确定··························14
2.6砂箱中铸件数量及排列方式确定·······················15
第三章 铸造工艺参数及砂芯设计
3.1工艺设计参数确定·························15
3.1.1铸件尺寸公差··························15
3.1.2机械加工余量·························16
3.1.3铸造收缩率··························17
3.1.4起模斜度···························18
3.1.5最小铸出孔和槽 ·······················18
3.1.6铸件在砂型内的冷却时间····················19
3.1.7铸件重量公差·························19
3.1.8工艺补正量··························19
3.1.9分型负数···························20
3.1.10反变形量···························21
3.1.11非加工壁厚负余量·······················21
3.2砂芯设计····························21
3.2.1芯头的设计··························21
3.2.2砂芯的定位结构························21
3.2.3压环、防压环和集砂槽芯头结构·················22
3.2.4芯骨设计···························22
第四章 浇注系统及冒口、冷铁、出气孔等设计
4.1浇注系统的设计·························23
4.1.1选择浇注系统类型·······················23
4.1.2确定内浇道在铸件上的位置、数目、金属引入方向·········23
4.1.3决定直浇道的位置和高度····················24
4.1.4计算浇注时间并核算金属上升速度················24
4.1.5计算内浇道截面积·······················24
4.1.6确定浇口比··························25
4.1.7计算横浇道截面积························25
4.1.8计算直浇道截面积·······················26
4.1.9直浇道窝的设计························26
4.1.10浇口杯的设计·························27
4.2冷铁的设计···························27
4.3出气孔的设计······················· · 28
第五章 结论··························· 28
参考文献·····························30
附录 铸造工艺图··························31
第一章 简介
1.1中国古代铸造技术发展
中华文明经历了三个历史阶段:石器时代,青铜时代和铁时代,工具和技术的发明三种材料,与人类的再生产,继续推动人类文明的发展和应用的金属的先进阶段,使人类文明产生了根本的飞跃,铸造工艺和金属的使用密切联系在一起。很多古代的农耕人,铸造技术是一门手艺。根据历史研究,中国的铸造技术开始在夏王朝,已经5000年。中国商超的重875公斤的司母戊方鼎,战国时期的曾候乙尊盘,西汉的投光镜,都是古代铸造的代表作品。早期的铸件大多是农业生产、宗教生活等方面的工具或用具,艺术色彩浓厚。那是的铸造工艺是与陶艺一同发展,受到陶器的影响很大。中国在公元前513年,铸造出了世界上最早见于文字记载的铸铁件 晋国铸型鼎,重约270公斤。到了晚商和西周初期,青铜的铸造技术得到了蓬勃发展,形成了灿烂的青铜文化,遗留到今天的有一批铸造工艺水平较高的铸造产品。 中国古代的铸造方法有:石型即用石头或石膏制作铸型;泥型古称“陶范”;金属型古称“铁范”;失蜡型有出蜡法、走蜡法、脱蜡法或刻蜡法;砂型这种方法是伴随泥型一起产生的。
参考文献
[1] 陈琦 彭兆弟.实用铸造手册[M].中国电力出版社,1994.
[2] 王文清,李魁盛.铸造工艺学[M].北京:机械工业出版社,2002.
[3]中国机械工程学会铸造分会.铸造手册:第5卷,铸造工艺[M].2版.北京:机械工业出版社,2003.
[4]颜爱民.中国铸造行业现状及发展对策[J].铸造技术.2003,24(2):77-79.
[5]曹瑜强 铸造工艺及设备 第二版 机械工业出版社[M].2003,24(2):77-79.
[6] 徐丹.无模铸型制造工艺和设备的研究与开发[D].北京:清华大学机械工程系,2002.
[7] 世界铸件产量增速变缓.《铸造纵横》,2009.4.
[8] 叶荣茂等主编《铸造工艺课程设计》哈工大出版社 1995年.
[9] 李殿忠,康秀红,夏立军,李依依,可视化铸造技术的研究与应用[J]. 铸造,2005,25(2):148-152.
[10] 牛树军,于林.铸铁件小冒口和无冒口铸造技术, 中图分类号:TG244+.4 文献标识码:B 文章编号:1673-3355(2007)02-0019-02.
[11] 西安柴油机厂铸工车间,西安交通大学铸工教研室.球墨铸铁处理时的浇口 杯孕育工艺[J].China Academic Journal Electronic Publishing House.1994-2000.
[12] 任庆平,王国仁, 王忠全,单学义,王书兴,何宁.铸态球铁QT450-10 的质量 控制[J]. 铸造技术,中图分类号: TG255 文献标识码: A 文章编号: 1000-8365(2010) 07-0834-03.
[13] 杨智明.铸态球墨铸铁生产中的几大要素[J]. 中图分类号: TG255 文献标 识码: A 文章编号: 1000-8365(2009)08-1076-02.



