





















叶轮泵叶熔模铸造工艺设计
摘要:铸造是现代机械制造基础工艺之一,随着铸造的不断发展,我国已经成为世界铸造机械大国之一,在铸造机械制造行业取得了很大的成绩。而熔模铸造精密、复杂,接近于零件最后形状,可不加工或很少加工就使用。熔模铸件有很着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。本文采用熔模铸造对材料为不锈钢304的叶轮泵叶进行工艺设计。结果表明:熔模铸造方法是最适合大批量生产结构复杂、高精度要求的铸件,特别是高温合金铸件。用熔模铸造不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。
关键字:熔模铸造;叶轮泵叶;不锈钢304
Casting process design of impeller pump blade
Abstract: Casting is one of the modern mechanical manufacturing base, with the continuous development of casting, our country has become one of the powers of the casting machinery, in casting machinery manufacturing industry has made great achievement.And the investment casting is precise and complex, close to the final shape of the parts, not processed or seldom used.There are investment castings with high dimensional accuracy and surface finish, so can reduce machining work, only in parts a little higher requirements on the parts machining allowance, and even some castings for grinding, polishing allowance, only can be used without machining.In this paper, the process design of the impeller pump blade with 304 stainless steel is adopted.The results show that the investment casting method is the most suitable for the complex and high-precision castings, especially the high temperature alloy castings.It can not only make batch production, but also ensure the consistency of the casting, and avoid the stress concentration of residual knife grain after machining.
Keywords: investment casting;Impeller pump blade;Stainless steel 304
目录
第一章 绪论
1.1什么是熔模铸造 ……………………………………………………………3
1.2 熔模铸造的特点……………………………………………………………3
1.3 熔模铸造的发展历史………………………………………………………3
第二章 叶轮泵叶零件熔模结构分析…………………………………………4
2.1 半开式离心泵叶轮结构零件图……………………………………………4
2.2 零件的结构分析 …………………………………………………………5
2.3 零件的材料分析 …………………………………………………………5
第四章叶轮泵叶熔模铸造工艺设计 ………………………………………5
3.1 叶轮泵叶的工艺方案和工艺参数的确定 ………………………………5
3.2 叶轮泵叶的工艺设计……………………………………………………10
3.2.1 熔模的制造……………………………………………………………10
3.2.2 型壳的制造……………………………………………………………15
3.2.3 脱蜡与焙烧……………………………………………………………15
3.2.4 熔炼与浇注……………………………………………………………17
3.3 后处理……………………………………………………………………18
第四章 铸件缺陷防止措施…………………………………………………19
第五章 结论 …………………………………………………………………25
参考文献 ……………………………………………………………………25
1、绪论
1.1什么是熔模铸造
熔模精密铸造也叫做“失蜡铸造”,因为是成型的蜡模经过热水脱蜡后从模具中熔化出。 Lost-wax(石蜡)流程是一对一的(一个模式创建一个部分),这增加了生产时间和成本相对于其他铸造过程。 然而,由于模具在加工过程中易被破坏,所以零件的复杂几何结构 和复杂的细节可以通过熔模铸造出。
1.2 熔模铸造的特点
(1)熔模铸件尺寸十分准确可达 CT4~7,尺寸公差可以小于士0.005 cm/cm,也就是说熔模精铸可使铸件少加工。
(2)可铸造外形结构繁杂的铸件。最小铸件壁厚可达0.5um,最小铸出孔径为0.5mm。可把一些以前由多个小元件装配而成的部件,使零部件的结构发生变化,重新组装成一个新的零部件并且利用熔模生产,这样一来,不仅减少了加工工时和金属材料的消耗,节省了生产成本,还能使生产制造出的零件结构更为合理,更适应实际的生产。
(3)不受铸件材料的限制。
(4)但熔模铸造由于它本身的工艺生产流程繁杂,工序步骤非常的多,这就导致人工难以控制生产过程。
因为相对其他锻造方法来说熔模铸件本身已存在着不低的尺寸精密度和表面光洁度,所以根据这一优性,在实际生产时可以适当减少机械切削工作,仅仅需要在零件精密度需求较苛刻的部位留一点加工余量,甚至一些精度要求不高的铸件仅需要保留打磨、抛光余量就足够,没有必要再进行后加工。这样一来,既大大缩短了加工工时,减少了机床设备的使用与消耗,又节约了生产材料的成本和人力资源。
1.3 熔模铸造的发展历史
熔模铸造是世界上最历史悠久的制造工艺之一,至今为止有几千年历史,春秋时期我国就有熔模铸造工艺的相关记载。熔化的金属被倒入一个一次性的陶瓷模具中。模具是用蜡模形成的一个一次性的零件形状的部分。该模具被包围,或“熔模”,进入陶瓷浆液,硬化进入模具。
1.4熔模铸造的应用
熔模铸造能够用于大多数金属上,特别常见的是铝合金、青铜合金、镁合金、铸铁、不锈钢和工具钢。熔模铸造这一过程有利于铸造高熔点的金属,不能用石膏或金属铸成。通常由熔模铸造生产的零部件包括具有结构形状繁杂的部件,臂如涡轮叶片或火器元件。常见的是应用于高温,包括汽车、飞机和军工行业等的零部件的生产。
在铸造行业,世界上所有国家共同一起努力的目标是实现无、少余量的零件的生产。特别对一些缺乏原材料、昂贵高价劳动力的国家更是需要万分注意的问题。如果只采用一般铸造工艺方法(如普通铸造、普通锻造→机加工),由原材料变成零件(产品),大量的材料和劳动力将是一笔非常大的开支。然而,若把机加工用熔模精密铸造代替,直接铸造成组合或零件的整体件,其经济效果非常可观。其经济效应主要由接下来几点表现。
①铸件高尺寸精度:熔模精密铸造大本身的先进工艺优势大提高了最后生产出的铸件的尺寸精度和表面光洁度,因而能够使得后续的机械加工费用得到大幅度减少;从而使得零件装配费用减少;并且可以减轻铸件重量;还可以改进铸件外形;有利于将产品设计得紧凄。
②金属的高利用率:熔模精铸件的金属材料的利用率比使用一般铸造工艺生产制造出的铸件的金属利用率高很多,比一般锻造件高1~2倍。
除此以外更多的是,熔模精密铸造工艺操作更容易掌握,基本设备比较简单,一般普通的机械厂都可自行购买设备投入设计制造;不需要太大的生产环境,少量资金就足够生产,不管是城市企业还是乡镇私人工厂都能很快上手。
另外,熔模铸造与其他工艺(尤其是砂型铸造)相比较,其劳动强度不大妇女劳动可占70%,且生产周期短,正常情况来说仅约两个星期即可完成从设计压型图到产品的生产周期。同时,大型加工车间也不需要设置。
一、选题简介、意义
铸造是现代机械制造基础工艺之一,随着铸造的不断发展,我国已经成为世界铸造机械大国之一,在铸造机械制造行业取得了很大的成绩。
而熔模铸造精密、复杂,接近于零件最后形状,可不加工或很少加工就使用。熔模铸件有很着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用熔模铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。熔模铸造可以铸造各种合金的复杂铸件,特别可以高温合金铸件。用熔模铸造不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。
二、课题综述(课题研究,主要研究的内容,要解决的问题)
1.课题研究:综述熔模铸造生产工艺;
2.主要研究内容:叶轮泵叶熔模铸造工艺设计;
3.要解决的问题:熔模铸造的缺陷的防止
三、所用的主要技术与方法
1.在网上搜集相关资料
2.上图书馆查阅相关文献书籍
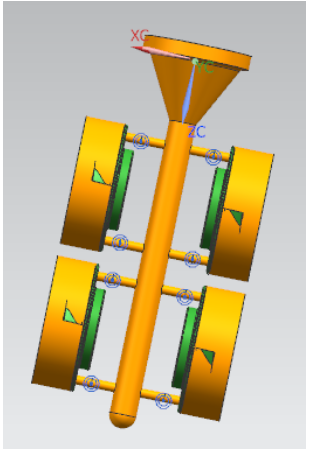
3.通过计算机UG绘图
4.查找制造相关产品的企业的制造流程图
四、主要参考文献
1.中国电力出版社 中国铸造协会 组编 《铸造技术应用手册》第五卷特种铸造
2.化学工业出版社 周建新 廖敦明等编著 《铸造CAD/CAE》
3.西北工业大学出版社 郭鸿镇 主编 《合金钢与有色合金锻造》
4.化学工业出版社 罗利华 章舟主编 《熔模精密铸造 技术问答》
5.机械工业出版社 王晓江 主编 《铸造合金及其熔炼》。
6.无锡职业技术学院 徐年宝 主编《热处理及工程材料》。
7.国防工业出版社 张定华 汪文虎等著 《涡轮叶片精密铸造模具技术》。
8.中国标准出版社 《中国机械工业标准汇编 铸造卷(下)》。



