





















ZL102拨叉的铸造工艺设计
摘要:该论文是在全面了解铸造工艺设计后写出来的,这次选择了叉类零件---某车床变速箱中的‘拨叉’为例按照下列的步骤说明:根据零件图对零件的技术要求和结构进行分析以及铸造方法和型砂配方、浇注位置和分型面的确定;铸造工艺参数(铸造收缩率、尺寸公差、机械加工余量、拔模斜度)的选择;砂芯的设计(砂芯的定位和芯头的结构尺寸);浇注系统设计(浇口杯、直浇道、浇口窝、横浇道和内浇道);冒口和出气孔设计;铸造工装设计(模样的结构、模板和砂箱的定位方式和结构尺寸)和在生产该铸件时可能产生的缺陷,分析并防止这些缺陷的产生所作出的措施。绘制零件图和工艺图一份以及填写一份铸造工艺卡。
关键词:铸造工艺 ;分析;设计;尺寸;措施
Casting process Design of ZL102 fork
Abstrack:The paper was written after a comprehensive understanding of the casting process design.In this case, the forked parts-- the 'dial fork' in the gearbox of a certain lathe were selected as an example. According to the following steps, the technical requirements and structure of the parts were analyzed according to the part drawings, as well as the casting methods and the formulation of the molding sand.Determination of casting position and parting surface; selection of casting process parameters (casting shrinkage, dimensional tolerance, machining allowance, die-drawing inclination); design of sand core (location of sand core and structural dimension of core head; design of gating system (gate cup),Sprue, sprue, sprue and internal sprue; riser and outlet design; casting tooling design ( Structure of pattern, orientation of templates and sandboxes, and structural dimensions) and defects that may occur in the production of the castings, and measures taken to prevent and prevent such defects.Draw part drawings and process plans and fill in a casting process card.
Key words: casting process; Analysis; Design; Dimension; measures
目录
前言 9
第一章 、铸造工艺方案的确定 10
1.1铸造工艺设计的基本内容 10
1.1.1零件的技术要求 10
1.1.2零件的结构分析 10
1.2零件结构的铸造工艺性分析 11
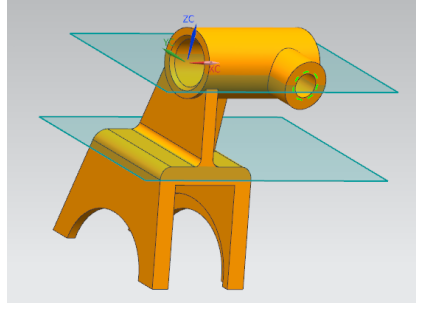
1.3浇注位置及分型面的确定 12
第二章 、铸造工艺参数及其选择 13
2.1铸造收缩率 13
2.2铸件尺寸公差和机械加工余量 13
2.3最小铸出孔和槽与拔模斜度 15
第三章、砂芯设计 16
3.1设置砂芯的基本原则 17
3.2砂芯尺寸设计 17
第四章、浇注系统设计 17
4.1浇注系统的组成和作用 17
4.2直浇道、横浇道和内浇道设计 19
4.3浇注时间的确定 20
第五章、冒口和出气孔设计 20
5.1冒口设计 20
5.2出气孔设计 21
第六章、铸造工装设计 21
6.1模样设计 21
6.2砂箱设计 22
第七章、生产该铸件可能产生的缺陷及防止措施 22
第八章、结论 26
总结与致谢 27
前言
铸造是指金属熔炼,制造铸型,并且将熔融的金属浇入铸型当中,凝固之后得到具有一定形状、尺寸和性能的金属毛胚零件的成型方法。铸造所生产出来的产品称为铸件。大多数的铸件还只是毛胚,需要经过加工之后才能成为各种的机器零件。铸造方法一般分为砂型铸造和特种铸造两大类,砂型铸造按照它铸型性质的不同,可分为湿型铸造、干型铸造和表面干型铸造。特种铸造按照它形成铸件的方法不同,又可以分为熔模铸造、金属型铸造、离心铸造、压力铸造等。
铸造在世界历史上是最久远的工艺之一。我国的铸造技术已经有了将近6000年的历史了,是世界上较早掌握铸造技术的古国之一。2500多年前我国就铸造出270kg的铸铁刑鼎,是最早使用铸铁的国家之一。现矗立在当阳的铁塔由13层叠加而成,重达40吨,这说明在公元前500年我国就已成功的运用叠箱铸造技术来生产铸铁件。我国铸造工业的生产的规模、铸件的产量和品种都已经处于世界前列。今后应继续走优质、高效、低耗、清洁和可持续发展的道路,使我国由铸造大国变成铸造强国。
参考文献
[1]曹瑜强.铸造工艺及设备.北京:机械工业出版社,2016.1
[2]沈其文.材料成型工艺基础.华中科技大学出版社
[3]杜西灵,杜磊.铸工实用手册.北京.机械工业出版社,2011.12
[4]刘瑞玲,范金辉.铸造实用数据速查手册.北京.机械工业出版社,2006.8
[5]黄伯云,李成功,石力开.有色金属材料手册.北京.化学工业出版社,2009
[6]闫邦春.机械设计手册.北京.机械工业出版社,2011
[7]王文清,李魁盛.铸造工艺学.北京.机械工业出版社,2012.10
[8]王寿彭.铸件形成理论及工艺基础.西安.西北工业大学出版社,1994
[9]应宗荣.材料成形原理与工艺.哈尔滨.哈尔滨工业大学出版社,2005
[10]刘全坤.材料成形基本原理.北京.机械工业出版社,2004



